- HOME
- テクニカル情報
- ナイロン樹脂 アミラン™
- 射出成形
- ゲート設計
ゲート設計
ゲート設計は金型設計以前の、製品設計の段階ですでに検討しておくべきことがらです。
ゲートなどの関係位置
スブルー(sprue) ランナー(runner) ゲート(gate) キャビティ(cavity) コールドスラグウェル(coldslugwell)の関係位置は図4.1のとおりです。
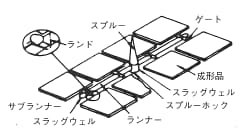
図4.1. ゲートなどの関係位置
ランナー
断面形状は円、半円、台形があり、円形が最も流動抵抗が小さく一般的です。円ランナーについては表4.1に直径と長さ及び製品の肉厚の関係を示します。
| ランナー径 (mmφ) |
キャビティに最も近いスブルーブッシュ からの最大ランナーの長さ(mm) |
製品の肉厚 (mm) |
|---|---|---|
| 3~4.5 | 150 | 4.5 |
6~7.5 |
300 | 6 |
| 9 | 370 | 6 |
図4.2. 半円及び台形ランナーの形状
半円及び台形ランナーについては図4.2に深さhと、幅W、B、半径rの関係を示します。
ゲートの種類
一般的に使用されている10種類のゲートを表4.2に示します。ナイロン用には赤字で書かれたゲートが適します。
ゲート断面形状の種類については図4.3に示します。
図4.3.ゲート断面形状の種類
| ゲートの図解 | ゲートの種類 | 特長 |
|---|---|---|
 |
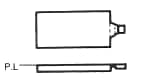
直接ゲート | 成形品の側面、または周縁に直接設けたもの。 ゲートの機械加工は正確にでき、キャビティ充てん率がゲート・シール時間と相対的に独立しコントロール可能 |
 |
ファンゲート | 大型の平板状の成形品に適する。 ゲート付近の欠陥をなくし、歪を最小におさえられる。 材料のキャビティ充てん速度を早くできる。 |
 |
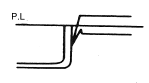
トレート・トップゲート | 成形品の先端または面に設ける。側面が重要な成形品に適する。ジュッテング現象が解決できる。 仕上げがめんどうである。 |
 |
ファン・トップ ゲート | 大型で側面が重要な成形品に適する。 |
 |
リング・ゲート | 成形品の外周に設ける。材料は外周から中心に向って流れる。 ウェルド・ラインや仕上げに難点あり。 |
 |
センター・ダイヤフラム・ゲート | 材料は中心から外周に向かって流れる。同心性を有する成形品に適する。 仕上げに難点あり。 |
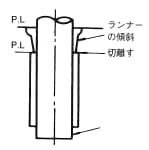 |
カラー・ゲート | 円筒状の成形品に適する。 型構造上、三面割にしなければな らない。 ウエルド・ラインが生じない。 仕上げが困難。 |
 |
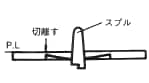
サブマリン・ゲート | 雛形時にランナと成形分が分離し仕上げ作業が不要。 微結晶性ナイロンなら成形可能。 ゲート位置と注入角度の充分な検討の要あり。 |
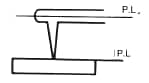 |
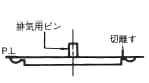
ピン・ポイント・ゲート | 仕上げ作業不要。 型構造上、三面割にしなければならない。 微結晶性ナイロンなら成形容易。 |
 |
タブ・ゲート | ランナーとタブ間の第一ゲートは溶融材料の流動を止めるバルブの役目をなし、第ニゲートはキヤビティへの均一な充てんをなし、ゲート付近の残留応力を成形品中にあまり残さない。 仕上げがめんどう。 |
ゲート位置の選定
Ⅰ. 製品性能から
- デザイン:外観上ゲート跡、仕上げ跡が残ってもよい位置。
- 寸法精度:歯車、軸受などのように真円性が重要なものは中心から注入する。寸法精度が厳しく要求される箇所にはゲートをつけない。
- 強 度:ウェルド・ライン発生位置を推定し、その強度はどうか。問題ありと判断される場合はゲート位置を変更する。
Ⅱ. 金型の取数から
取数は1個取りか多数個取りか。
ランナ、キャビティ配置、ポリマーの射出庄による金型の型開き圧力のバランスがよいか。型開き圧力が集中するとばりが発生したり、金型が歪曲する。
Ⅲ. 仕上げの経済性から
三面割り金型によるピンポイントゲートを採用するか、仕上げ不要のサブマリンゲートにするか。普通のゲートにするか。
Ⅳ. 材料の成形性から
材料の流動性、耐熱変色性、成形歪などからゲートの種類の選定とゲートの位置をきめます。
ゲートバランス
溶融ポリマーはすべてのゲートに同時に到達し、キャビティを同時に充満するように設計しなければなりません。 ゲート・バランスが悪い場合、フローマーク、ひけなどの外観上の問題、強度の差が各成形品に起ります。
Ⅰ. キャビティ配置をバランスよくとる。
図4.4~図4.5に示すようにランナを均一に走らせ、全ゲートに同時に到達させます。しかしランナは比較 的長くなるのが欠点です。
図4.4. ゲートバランス
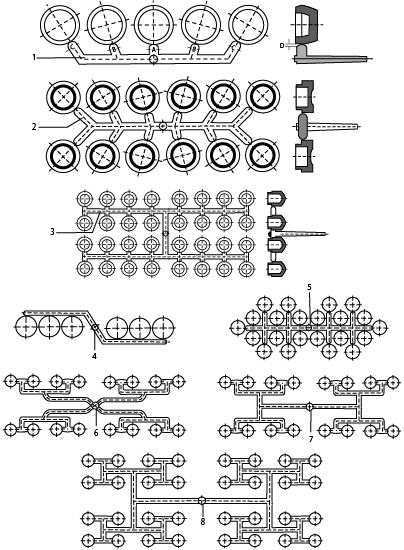
図4.5. ゲートバランス
Ⅱ. ゲート断面積を変える
ランナーの一般的なとり方の場合、各ゲートの断面積を変えて、均一な充てんを行なわせてゲートバランスをとります。
すなわち各ゲートの断面積は次式で算出されます。

ただしW : (g)通過するポリマーの重量
SG : (mm2)ゲート断面積
![]() : (mm)ゲートまでのランナーの長さ
: (mm)ゲートまでのランナーの長さ
![]() : (mm)ゲートランドの長さ
: (mm)ゲートランドの長さ
K:ポリマーの性質、金型などによりきまる定数
問題例
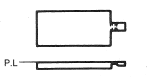
下図に示すようなランナーがある。各ゲートの断面積SG1、SG2、SG3、SG4、SG5を算出する。
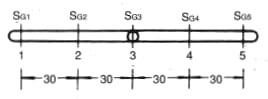
<解>
スブルーにすぐ接したゲートSG3の断面積はランナー(直径4.5mmの円形)のその1%とすればSG3=0.01×π×4.52/4=0.159mm2、ゲート断面形状が長方形でゲート幅W,ゲート深さhとの関係がW=3hとすればSG3=W×h=3h2=0.159故にh2=0.053従ってh=0.23mm、W=0.69mm、ゲートランドLG3はゲート深さと同じ0.23mmとする。
![]() 1=
1=![]() 5=60、
5=60、![]() 2=
2=![]() 4=30、
4=30、![]() 3=4.5/2、SG=3h2、
3=4.5/2、SG=3h2、![]() =hとすれば2.3式から
=hとすれば2.3式から

![]() 1=
1=![]() 5=60を代入するとhi,5=1.25、
5=60を代入するとhi,5=1.25、![]() 2=
2=![]() 4=30を代入するとh2、4=0.887、まとめると
4=30を代入するとh2、4=0.887、まとめると
SG1とSG5は4.68mm2、SG2、SG4は2.42mm2、SG3は0.159mm2、W1とW5は3.75mmW2とW4は2.7mm、W3は0.69mm、
h1とh5は1.25mm、h2とh4は0.887mm、h3は0,23mm。
ゲートの寸法
表4.3をめやすとして参照下さい。
成形し成形品のでき栄えを見ながらゲートを太くして行くのが安全で確実な方法です。
| 製品肉厚 | ゲート | |||||
|---|---|---|---|---|---|---|
| 円形 | 長方形 | |||||
| 直径 mm | ランドの長さmm | 深さmm | 幅mm | ランドの長さmm | ||
| 3 mm 以 下 |
ナイロン6 | 1.0~肉厚の 1/2 |
最大1.0 | 肉厚の1/2 | 肉厚に等(等) (最小1.5) |
最大1.0 |
| ナイロン66 | 0.75~肉厚の 1/2 |
0.75~肉厚の 1/2 |
- | - | - | |
| 3 ~ 6 mm |
ナイロン6 | 1.0~3.0 | 最大1.5 | 肉厚の1/2 | 肉厚の1/2~3/4 | 最大1.5 |
| ナイロン66 | 0.75~3.0 | 0.75~3.0 | - | - | - | |
| 6 mm 以 上 |
ナイロン6 | 3.0~4.5 | 最大ゲート径の 1/2 |
3.0~4.5 | 4.5 | 最大3.1 |
| ナイロン66 | 3.0~4.5 | 3.0~4.5 | - | - | - | |