- HOME
- テクニカル情報
- ナイロン樹脂 アミラン™
- 射出成形
- 成形領域と成形条件
成形領域と成形条件
製品図面が与えられた時に、はたしてナイロンで成形(流動し充満)可能であるか、またどのような成形条件で成形したらよいかなどについて述べます。
成形領域
ポリマーの流動性はキャビティ形状(成形品の肉厚、形状の複雑性、流動抵抗など)、グレード、成形機の性能(最大射出庄、射出率、型締力など)、成形条件(ポリマー温度、射出圧力など)、ゲート断面積によって影響されます。
図7.1は、リボン状(5mm幅、深さ1~3mm)のスパイラルフロー試験の結果を示します。上記の因子を考慮に入れて参照下さい。
流動比とはゲートからポリマーが充満し流動しうる最大到達距離を肉厚で除した値です。また射出圧力は正味のプランジャー圧力を示します。尚、流動比は肉厚が薄いほど小さくなります。
また、この流動比を一般の成形品に適用するには上述の因子を考慮にいれて補正係数を0.55~0.75の間でとるのが妥当です。
問題例1
200mmφの円板の成形可能な最低肉厚を推定する、材料はCM1017、ゲートは中央からダイレクトゲート。
<解>図7.1から1/t=162、(CM1017、射出圧力70MPa、ポリマー温度245°Cで)、補正係数0.7をとれば、162×0.7=113故に中央からのゲートであるから、1=200/2=100mm、によって100/113≒0.9mm、すなわち最低肉厚は0.9mm
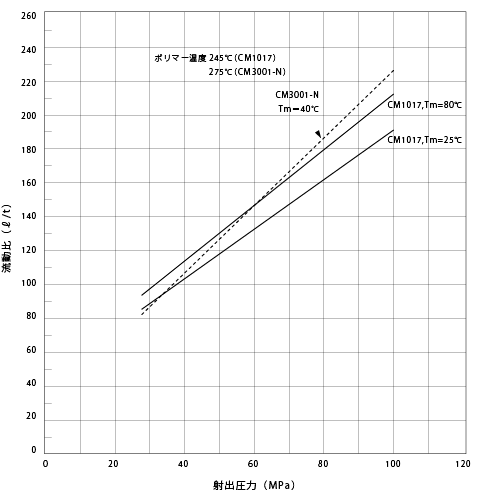
図7.1.ナイロンの流動比
溶融粘度
ポリマーの流動性の比較に溶融粘度を用いることがあります。溶融粘度は高化式フローテスターを用いて一定荷重で一定ノズルから各温度において溶融ポリマを吐出させ、その吐出量から算出します。
μ=πR4P/8LQ ・・・・・・ 21式
ただし
μ:溶融粘度(Pa・S)
R:ノズル半径(5×10-5)(m)
P:圧力(2)(MPa)
L:ノズルの長さ(1×10-4)(m)
Q:吐出速度(m3/s)
図7.2にナイロン各グレードの溶融粘度を示します。このグラフからグレード間の成形条件の設定を参照下さい。一般には射出成形には100~300Pa・Sが適当といわれていますが、ナイロンは他の熱可塑性樹脂より流動性がはるかによいことは合点がいきます。
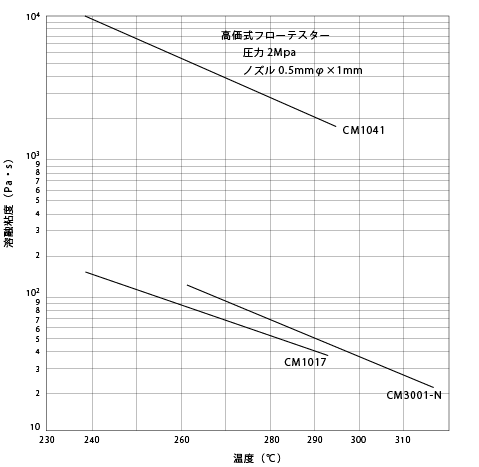
図7.2.東レナイロン各タイプの溶融粘度の温度による変化