- HOME
- テクニカル情報
- PBT樹脂 トレコン™
- 成形加工
成形加工
成形加工
Ⅰ. 予備乾燥
射出成形を行うにあたっては、かならず樹脂の予備乾燥を行なう必要があります。乾燥条件は熱風乾燥機を使用 し120°C~130°C(実温)で3~5時間が必要です。100°C以下では長時間乾燥をおこなっても効果がありません。
また、150°C以上はペレットが変色するので避けて下さい。
ホッパー中での吸湿を防ぐために、ホッパードライヤーの使用をおすすめします。
図25に東レPBT樹脂トレコン™非強化グレード1401X06の乾燥曲線を、また、図26に1401X06の乾燥ペレットの吸水速度曲線を示します。水分率の高いペレットを成形しますと十分な物性を有する成形品が得られませんので、ペレットの水分率を望ましくは0.02%以下にして成形するようにしてください。
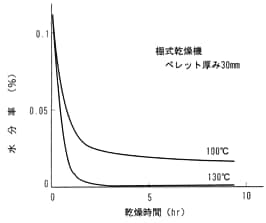 図25 1401X06の熱風乾燥曲線
図25 1401X06の熱風乾燥曲線 図26 1401X06の吸水曲線
図26 1401X06の吸水曲線
Ⅱ. 成形条件
東レPBT樹脂トレコン™を成形する際の樹脂温度は230°C~260°Cが適当です 。
樹脂温度が280°Cをこえますと熱分解をおこし成形品がもろくなることもありますので注意が必要です。
東レPBT樹脂トレコン™はガラス転移温度が27~30°Cと低く、結晶化速度も速いので金型温度が30°Cでも十分に均一に結晶化した良好な成形品が得られますが、金型温度は成形品に要求される外観光沢、成形品寸法などを考慮して決める必要があります。ガラス繊維強化グレード1101G-30の場合は金型温度を80°C前後にすると外観の良い成形品が得られます
Ⅲ. 成形休止および樹脂替え
成形を休止あるいは終了する場合は、シリンダー 内の樹脂を全部射出してからシリンダー温度を下げてください。
樹脂替えのための洗浄用樹脂には、高密度ポリエチレン、ポリブロピレン、ポリスチレンなどが使用できます。
Ⅳ. 成形収縮率
東レPBT樹脂トレコン™の成形収縮率は図27、28、29に示す通りです。
図27 成形品厚みと成形収縮率との関係
図28 シリンダー温度と成形収縮率との関係
図29 金型温度と成形収縮率との関係
東レPBT樹脂トレコン™非強化グレード1401X06の成形収縮率はナイロン6より大きく、ポリアセタール樹脂よりも若干小さい値を示します。ガラス繊維強化グレード1101G-30は他の繊維強化樹脂と同様にガラス繊維の配向による異方性があるので、成形収縮率は樹脂の流れ方向と直角方向では異なります。この異方性によりとくに薄肉の成形品は反ることがありますので、ガラス繊維が均一に分散し、かつ配向を最小にするような金型設計が望ましく、成形品の設計にあたってもこの点に配慮してください。
Ⅴ. 金型設計
東レPBT樹脂トレコン™のすぐれた性質を引出すために適切な金型設計が必要です。とくに留意していただきたい点を次に示します。
- 材 質
通常の金型材で問題はありませんが、ガラス繊維強化グレードを成形する場合には、金型にメッキ処理などを行なうと、表面光沢のよい成形品が得られ、金型寿命も長くなります。 - 収縮率
成形収縮率を前章に示しましたが、成形品形状、ゲート形状、成形条件などによって影響を受けるので図27~29を参考にして暫定的に決め、予備成形をおこない、成形条件の変更あるいは金型の修正によって、希望の寸法を得るようにしてください。 - ランナー
通常の円形ランナーが好適です。ランナー径は成形品の大きさ、キャビティの数などによって決められるものでずが、最初は小さめにしてトライショットの結果をみて必要に応じて大きくしてください。 - ゲート
東レPBT樹脂トレコン™は流動性がすぐれていますので、各種のゲートが使用できます。ゲートの大きさは成形品の形状、成形品肉厚により決まりますが、一般にガラス繊維強化グレードでは太目にすると良い結果が得られます。 - ガス抜き
キャビティ内のガス抜きが不十分ですと成形品にやけが出ますので、トライショットの段階でこのような現象が見られる時には厚み0.02mm、幅0.5~9.0mm程度のガス抜き孔をつけてください。
あわせて読みたい

Ⅵ. 再生品の使用
東レPBT樹脂トレコン™は再生使用が可能ですが、使用にあたっては、スプルー、ランナー、ショートショット品などの成形不良品に限定して、再生品の混入比率、リサイクル回数などは、需要家から要求されている品質水準を十分検討して決めてください。その際にはかならず再生品の予備乾燥を前述の条件に従って実施してください。