- HOME
- テクニカル情報
- PPS樹脂 トレリナ™
- 各種性質
- 機械的性質
- ウェルド特性
ウェルド特性
Ⅰ. ウエルドとは
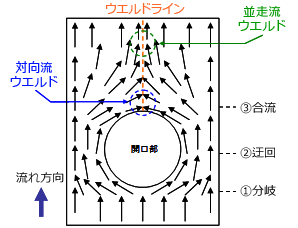 Fig.5.76 ウエルドの簡易模式図
Fig.5.76 ウエルドの簡易模式図
射出成形品では、多点ゲート方式、金属インサート、構造リブ、開口部など金型内で溶融樹脂が合流する部分にはウエルドと呼ばれる脆弱部分がほとんどの場合形成されます。ウエルド部には密着不良に起因するウエルドラインと呼ばれるV字溝が形成されることから、外観不良、応力集中(ノッチ効果)による強度・靭性低下などの原因となります。射出成形品の開口部に形成されるウエルドを簡易模式的に表します。位置①で分岐した溶融樹脂は、開口部を迂回し(位置②)、位置③で合流します。このとき、開口部に近い部分では溶融樹脂同士が正面からぶつかる対向流ウエルド、開口部から少し離れたところでは並走流ウエルドが形成されます。(Fig.5.76) これら2種類のウエルドのうち特に機械特性面で注意が必要となるのは対向流ウエルドです。対向流ウエルドは、矢印で示すように強化材の配向方向が周囲と異なることから、5.6項に記載した異方性と同様の機械特性の低下が起こることに加えて、応力集中しやすくなり、直角方向の機械的性質よりも更に低くなることがあります。このように、ウエルド部の機械特性は密着不良、異方性、応力集中など様々な要因の複合特性となることから、製品設計をする上では十分な配慮が必要です。
Ⅱ. ウエルド試験について
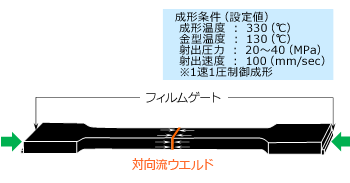 Fig.5.77 ウエルド試験片(ISO 20753 タイプA1)
Fig.5.77 ウエルド試験片(ISO 20753 タイプA1)
ウエルド強さは、ISO規格(ISO 20753)の試験片(タイプA1)に準拠したダンベル形状の両端から左右対称に溶融樹脂を充填することにより、成形品中央部に対向流ウエルドを形成させます。(Fig.5.77) ウエルド強さは、材料組成、射出成形条件に加えてガスベントなど金型の影響もありますが、詳しくは成形条件依存性をご確認ください。
Table.5.8 トレリナ™のウエルド特性 (23℃)
| 項目 | 単位 | ガラス繊維強化 | ガラス+フィラー強化 | エラストマー改質 | ||||
|---|---|---|---|---|---|---|---|---|
| A504X90 | A604 | A310MX04 | A610MX03 | A673M | A575W20 | A495MA2 | ||
| 非ウエルド強さ | MPa | 190 | 195 | 130 | 140 | 150 | 150 | 150 |
| ウエルド強さ | 65 | 73 | 46 | 55 | 70 | 45 | 52 | |
- ※試験法:ISO 527-1,-2に準拠
Ⅲ. 機械特性への影響
Table.5.9 A504X90ウエルド特性(23℃)
| グレード名 | 引張り強さ (MPa) |
引張り伸び (%) |
ヤング率 (GPa) |
|
|---|---|---|---|---|
| A504X90 | 非ウエルド | 190 | 1.6 | 16.0 |
| ウエルド | 65 | 0.6 | 12.5 | |
| 保持率(%) | 34 | 38 | 78 | |
ウエルド部と非ウエルド部とを比較すると引張り強さ、引張り伸びが1/2以下と低く、弾性率の低下も認められます。(Table.5.9、Fig.5.78) 特に引張り強さの低下は異方性よりも大きく、これはウエルド部における強化材の異方性に加えて、応力集中の影響によるものと考えられます。A900などの非強化PPSでは、強化材による異方性がないためにウエルドの引張り強さ(降伏強さ)の低下はありませんが、ウエルドラインが形成されると応力集中により引張り伸びが低下することがあります。(Fig.5.79)
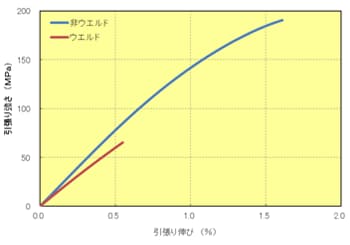 Fig.5.78 ウエルド試験片のS-S曲線(A504X90)
Fig.5.78 ウエルド試験片のS-S曲線(A504X90)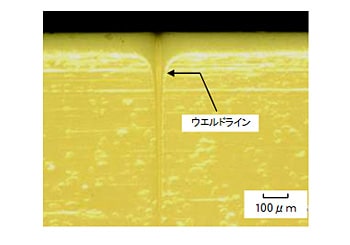 Fig.5.79 ウエルドライン(A670T05)
Fig.5.79 ウエルドライン(A670T05)
Ⅳ. 温度依存性
トレリナ™の代表的な7グレードのウエルド強さの温度依存性をFig.5.80~82、ウエルド強さの保持率をTable.5.10に示します。ウエルド強さは、A504X90などの架橋型PPSタイプと比較すると、A604、A610MX03などのリニア型PPSタイプが優れています。また、強化材の含有率が低いA673MBは、ウエルド強さに優れています。
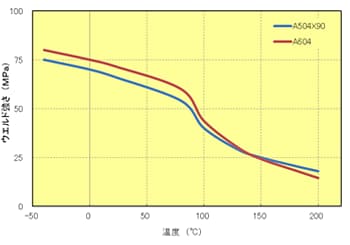 Fig.5.80 ウエルド温度依存性(GF強化PPS)
Fig.5.80 ウエルド温度依存性(GF強化PPS)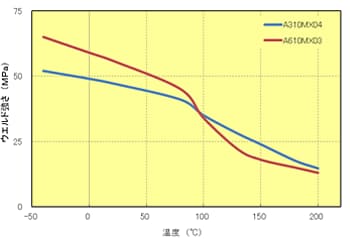 Fig.5.81 ウエルド温度依存性(ハイフィラーPPS)
Fig.5.81 ウエルド温度依存性(ハイフィラーPPS)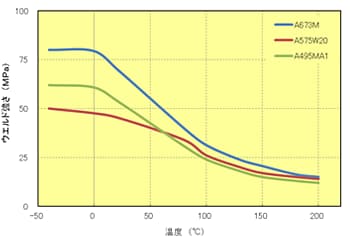 Fig.5.82 ウエルド温度依存性(エラストマー改質PPS)
Fig.5.82 ウエルド温度依存性(エラストマー改質PPS)
| グレード名 | 強度保持率 (%) |
|---|---|
| A504X90 | 34 |
| A604 | 38 |
| A310MX04 | 35 |
| A610MX03 | 39 |
| A575W20 | 29 |
| A673M | 46 |
| A495MA2 | 34 |