- HOME
- テクニカル情報
- PPS樹脂 トレリナ™
- 各種性質
- 熱的性質
- 線膨張係数
線膨張係数
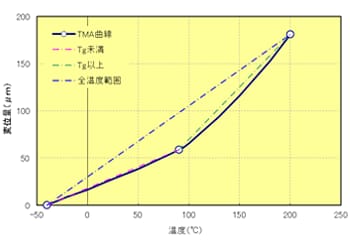 Fig.6.6 TMA曲線(A900)
Fig.6.6 TMA曲線(A900)
線膨張係数は、成形品の初期寸法と温度1(K)あたりの熱膨張による変位量との比を表しています。線膨張係数は熱機械分析(TMA:Thermomechanical Analysis)を用いて、試験片の温度を変化させながら、非振動的な圧縮荷重(一定荷重)のもとで求めたTMA曲線(変位量)より算出します。(Fig.6.6) 一般的に線膨張係数という場合は、ある温度範囲の平均線膨張係数を指しており、TMA曲線に破線で示すように広い温度範囲の2点間を比例関係(直線)と仮定しています。通常、PPS樹脂の線膨張係数は、ガラス転移温度(90~95℃近傍)を境にして大きくなります。そのため、非強化PPSのようにガラス転移温度を挟んで低温側と高温側との傾き差が大きい材料では、広い温度範囲で平均化すると温度によっては乖離が大きくなる場合があります。その場合は、ガラス転移温度前後の温度範囲に分けて線膨張係数を求めることにより乖離は小さくなります。
また、強化系PPSの線膨張係数は強化材の種類、含有率、流動配向(異方性)の影響により、流れ方向と直角方向で値が異なります。比較的異方性の小さい平板形状(80×80×3mmt)の中央部から切削加工した試験片(10×5×3mmt)の線膨張係数を示します。(Table.6.2) 線膨張係数は、強化材の含有率に依存し、リニア型PPSよりも架橋型PPSの方が小さい傾向を示します。また、A575W20Bは無機フィラーの効果により、ガラス転移温度以上の高温下においても線膨張係数の変化が小さい特徴を有しています。
Table.6.2 トレリナ™の線膨張係数
| 項目 | 温度範囲 (℃) |
単位 | ガラス繊維強化 | ガラス+フィラー強化 | エラストマー改質 | 非強化 | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| A504X90 | A604 | A310MX04 | A610MX03 | A673M | A575W20 | A495MA2 | A900 | A670T05 | |||
| 流れ方向 (MD) |
-40~90 90~200 -40~200 |
×10-5/K | 2.1 2.8 2.4 |
2.0 2.8 2.4 |
1.5 2.1 1.8 |
1.6 2.2 1.9 |
2.1 2.2 2.2 |
1.8 2.0 1.9 |
1.9 2.2 2.1 |
4.6 10.9 7.7 |
5.1 11.0 8.0 |
| 直角方向 (TD) |
-40~90 90~200 -40~200 |
2.9 3.6 3.2 |
3.2 4.0 3.6 |
2.0 3.1 2.5 |
2.1 3.1 2.6 |
3.1 3.9 3.5 |
2.3 2.6 2.5 |
2.4 3.5 3.0 |
4.9 11.1 8.0 |
5.5 11.8 8.7 |
|