- HOME
- テクニカル情報
- PPS樹脂 トレリナ™
- 各種性質
- 熱的性質
- 溶融粘度特性、流動性
溶融粘度特性、流動性
PPSを含む熱可塑性樹脂は、融点未満の温度領域では固体状態であるものの、融点以上に加熱すると溶融し流動性を示すようになります。液体の粘りの度合いが粘度として表されるように、熱可塑性樹脂にも溶融時の粘度(流動性)を表す方法がいくつかあります。代表的な方法としてメルトフローレイト(MFR: Melt Mass-Flow Rate)、メルトボリュームレイト(MVR: Melt Volume-Flow Rate)およびキャピラリーレオメーターなどの測定機による方法と実際の射出成形機を用いた流動長評価などがあります。
一般的に溶融粘度特性は、PPSポリマーの分子量に依存した傾向を示しますが、強化系グレードやエラストマー改質グレードでは強化材の含有率などの影響を受けることから必ずしも分子量に相関した流動性とならない場合があります。
Ⅰ. メルトフローレイト(MFR)
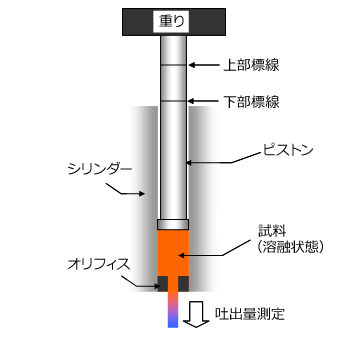 Fig.6.9 メルトフローレイト
Fig.6.9 メルトフローレイト
MFRは、シリンダー(加熱筒)内で溶融させた試料に、一定の重りをかけオリフィスより押出す試料の吐出量(標線間)を10分間あたりの重量(単位:g/10分)に換算して表す流動性の指標です。(Fig.6.9)同一のシリンダー温度および荷重条件であれば、MFRの値が高い材料ほど流動性が良いことを示しています。
ただし、通常PPSはせん断速度(または時間)によって変化する非ニュートン流体であるため、射出成形のように成形条件や成形品形状により見掛けのせん断速度が大きく変化する場合は成形時の流動性とMFRの関係が一致しない場合があります。その場合、次項に記載するキャピラリーレオメーターによる溶融粘度測定が有効です。
Ⅱ. キャピラリーレオメーター
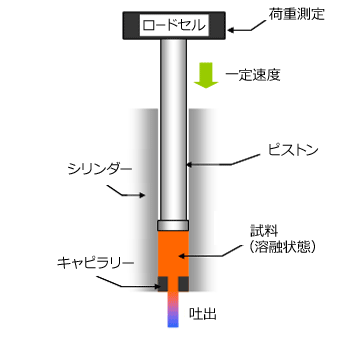 Fig.6.10 キャピラリーレオメーター
Fig.6.10 キャピラリーレオメーター
キャピラリーレオメーターは、MFRと同様にシリンダー内で溶融させた試料をキャピラリー(毛細管)を通して押出す試験方法です。MFRと異なるのは単位時間あたりの樹脂重量ではなく、溶融粘度(単位:Pa・sec)として求めることができる点です。キャピラリーレオメーターは模式図(Fig.6.10)に示す通り、一定速度のピストンで溶融樹脂を押出した際の荷重をロードセルによって検出し、式6.2~6.5に従い溶融粘度を求めます。また、非ニュートン流体であるPPSはピストンの速度(せん断速度)によって検出荷重(せん断応力)が変化するため、ピストン速度を任意に変更することにより溶融粘度のせん断速度依存性を求めることができます。但し、計算により求めたせん断速度は、キャピラリー壁における真のせん断速度(またはせん断応力)ではなく見掛けのせん断速度(またはせん断応力)と呼ばれています。CAE解析で用いる場合は、バーグレー補正やラビノビッチ補正などにより真値に補正して解析精度を向上させています。なお、本技術資料では特に記載がなければ未補正のせん断速度及びせん断応力を扱っています。
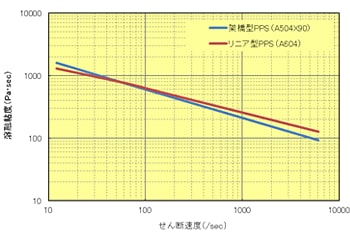 Fig.6.11 せん断速度依存性(320℃、L/D=40/1)
Fig.6.11 せん断速度依存性(320℃、L/D=40/1)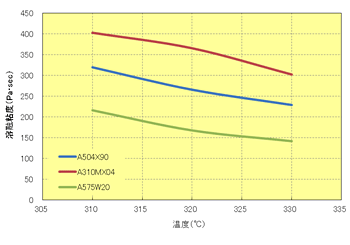 Fig.6.12 温度依存性(L/D=40/1、せん断速度:608/sec)
Fig.6.12 温度依存性(L/D=40/1、せん断速度:608/sec)
一般的に、溶融粘度のせん断速度依存性は、広い範囲の特性を示すため両対数グラフで表されます。PPSは、せん断速度に依存して溶融粘度が変化し、特にせん断速度の増加に伴い溶融粘度が低下することから擬塑性流体に分類されます。
Fig.6.11はトレリナ™のガラス繊維強化PPSの溶融粘度とせん断速度の関係を示しています。せん断速度依存性の傾きはポリマー構造や添加剤種など様々な複合要因によりますが、特にPPSでは架橋型PPSとリニア型PPSによってせん断速度依存性の傾きに違いが生じます。架橋型PPSはせん断速度に対して感度が高く傾きが大きいのに対して、リニア型PPSは傾きが小さい傾向を示します。
また、溶融粘度は温度依存性があることから、温度上昇に伴い溶融粘度は低下します。(Fig.6.12) 射出成形では、射出速度を速くすることにより金型への充填性が向上することがあります。この理由には、高せん断速度にて粘度低下が起こる(せん断速度依存性)ことに加えて、せん断発熱による樹脂温度の上昇(温度依存性)も影響していると考えられます。溶融粘度特性を用いて流動性を判断する場合は、成形方法や形状に合わせて適切なせん断速度範囲を確認する必要がありますが、射出成形においては、おおよそ100~1000(/sec)の領域が流動性の一つの目安となります。
トレリナ™の各種グレードの溶融粘度のせん断速度依存性をFig.6.13~21に示します。一般的に強化材の含有率が高くなるほど流動性は低下傾向を示しますが、トレリナ™A575W20やA495MA2は流動性に優れています。
【一般強化グレード】
1 A504X90(標準)、A604
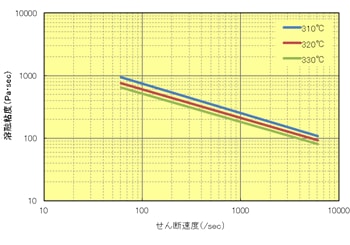 Fig.6.13 せん断速度依存性(A504X90)
Fig.6.13 せん断速度依存性(A504X90)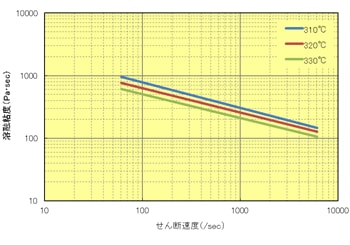 Fig.6.14 せん断速度依存性(A604)
Fig.6.14 せん断速度依存性(A604)
2 A310MX04(標準)、A610MX03
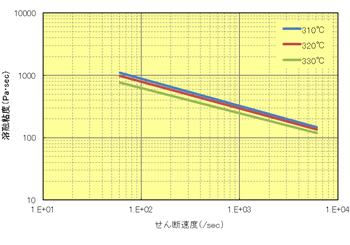 Fig.6.15 せん断速度依存性(A310MX04)
Fig.6.15 せん断速度依存性(A310MX04)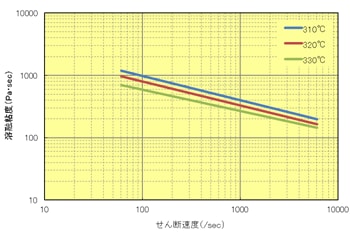 Fig.6.16 せん断速度依存性(A610MX03)
Fig.6.16 せん断速度依存性(A610MX03)
【エラストマー改質グレード】
3 A575W20、A673M、A495MA2
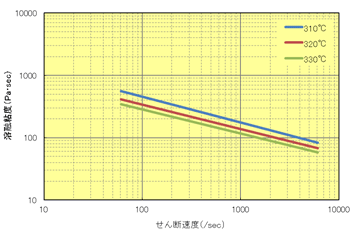 Fig.6.17 せん断速度依存性(A575W20)
Fig.6.17 せん断速度依存性(A575W20)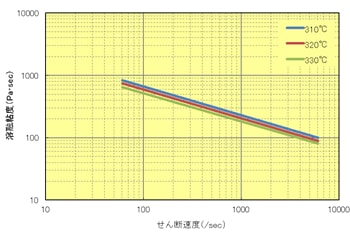 Fig.6.18 せん断速度依存性(A673M)
Fig.6.18 せん断速度依存性(A673M)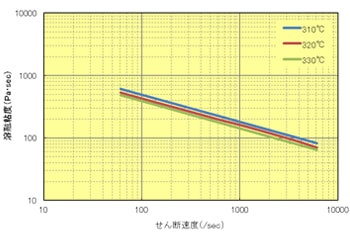 Fig.6.19 せん断速度依存性(A495MA2)
Fig.6.19 せん断速度依存性(A495MA2)
【非強化グレード】
3 A900、A670T05
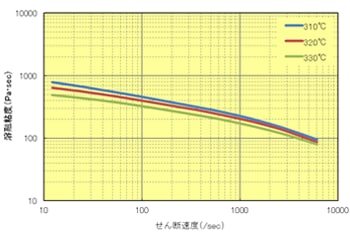 Fig.6.20 せん断速度依存性(A900)
Fig.6.20 せん断速度依存性(A900)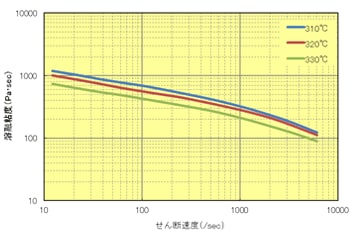 Fig.6.21 せん断速度依存性(A670T05)
Fig.6.21 せん断速度依存性(A670T05)
Ⅲ. 流動長
流動長は、実際の射出成形機と金型を使用した流動性の評価方法です。流動長は成形条件や形状に依存することから、特に成形温度、金型温度、射出圧力、射出速度および試験形状を一定条件にすることにより流動性を相対的に判断することができます。また、流動長は溶融粘度だけではなく、材料の固化特性なども加味した流動性の指標でありより実践的といえます。
トレリナ™の1mm厚みにおけるスパイラルフロー流動長(渦巻き型)をTable.6.5に示します。強化材の含有率やエラストマーによる改質有無により異なりますが、トレリナ™A575W20は流動性に優れています。射出成形においては、流動性が高い材料ほど成形条件幅が広く、様々な形状に適応することができます。
Table.6.5 トレリナ™のスパイラル流動長(1mmt)
| 項目 | 単位 | ガラス繊維強化 | ガラス+フィラー強化 | エラストマー改質 | 非強化 | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| A504X90 | A604 | A310MX04 | A610MX03 | A673M | A575W20 | A495MA2 | A900 | A670T05 | ||
| 流動長 | mm | 135 | 120 | 105 | 90 | 150 | 200 | 140 | 200 | 150 |
- ※成形条件(設定値):成形温度:320℃、金型温度:130℃、射出圧力:98MPa、射出速度:100mm/s