- HOME
- テクニカル情報
- PPS樹脂 トレリナ™
- 射出成形
- 射出成形
- 成形機
成形機
トレリナ™の射出成形に使用する成形機は、インライン・スクリュータイプ(以下、インライン式)をお勧めしますが、高い計量安定性が求められる場合はスクリュープリプラタイプ(以下、プリプラ式)でも問題ありません。ただし、プリプラ式は、インライン式と比べると滞留時間が長くなるためエラストマー改質タイプには不向きであり、構造が複雑であることから材料換え(パージ)もより強化する必要があります。その他下記の点に配慮下さい。なお、これらは共通の事柄です。
- ① 射出率
- ② 射出容量
- ③ 可塑化能力
- ④ 型締力
- ⑤ 金型の大きさ
- ⑥ 部品交換の容易さ
- ⑦ 耐食・耐摩耗仕様
Ⅰ. 射出率
射出率(単位:cm3/sec)は、単位時間あたりに射出される溶融樹脂の体積を示す代表的な値であり、シリンダー内径とスクリューまたはプランジャーの最大前進速度の積で求めることができます。
射出成形時には実質的な金型への充填時間が長すぎると、(小物の成形品では、1sec以下)成形品の表面に強化材が浮き出てしまい、良好な外観の成形品は得られません。したがって使用する成形機は、対象とする成形品の1ショット分が1sec以下で成形可能な射出率を有している必要があります。
Ⅱ. 射出容量
1ショット分の成形品容量の1.5~3倍程度の射出容量を有している成形機のシリンダーサイズが望ましいと考えます。成形機の射出容量が過小になると、可塑化時間が長くなる場合や成形品に未溶融の樹脂が混入するなどのトラブルが発生し易くなります。一方、成形機の射出容量が過大になると、シリンダー内部での溶融樹脂の滞留時間が長くなるため、滞留増粘・変色などのトラブルが発生し易くなります。
Ⅲ. 可塑化能力
成形機の可塑化能力は、可塑化時のスクリュー回転数と密接な関係にあります。スクリュー回転数100rpm程度の中速で、1ショット分のトレリナ™を可塑化する時間が成形品の冷却時間よりも短くなる程度の可塑化能力を持つ必要があります。トレリナ™の殆どすべてのグレードにはガラス繊維が配合されていますので、スクリュー回転数を高速にして可塑化時間を短縮するという方法はガラス繊維が損傷し、成形品強度を低下させる原因となるため避けてください
Ⅳ. 型締力
通常の成形品では1ショット分の投影面積に50MPaを掛けた値以上の型締力を持つ成形機を選定してください。型締力が過小の成形機では、溶融粘度の高いグレードや成形温度が低い場合に、射出圧力に負けて金型が瞬間的に開くことがあります。その結果、バリの発生が大きくなることから成形品に保圧を十分作用させる事ができなくなるため、表面性や寸法精度が不十分な成形品しか得られなくなります。
Ⅴ. 金型の大きさ
成形機によって最小金型厚さおよび最大金型寸法などが異なりますので、使用金型の大きさに合わせた成形機を選定して下さい。
Ⅵ. 部品交換の容易さ
トレリナ™は結晶性が高いことからペレットの硬度が高く、またガラス繊維や無機フィラーの含有率が高いグレードが主流であるため、他の熱可塑性樹脂と比べてスクリュー先端の逆流防止リング(Fig.3.1)が摩耗しやすい場合があります。摩耗により逆流防止リングが機能しなくなると、ノズル先端からの樹脂漏れ(ドルーリング)や計量が安定しなくなることから、その場合は交換が必要となります。交換頻度は使用されるスクリューの材質、トレリナ™のグレード、使用回数にもよるため一概には言えませんが、定期的な交換が不良率削減のためには有効です。交換に際しては、ノズル先端部を解体し、スクリューを抜き出して交換することになるため、出来るだけ交換が容易な構造の射出成形機をご使用ください。なお、逆流防止リングは、摩耗を低減するため非共回りタイプをお勧めします。
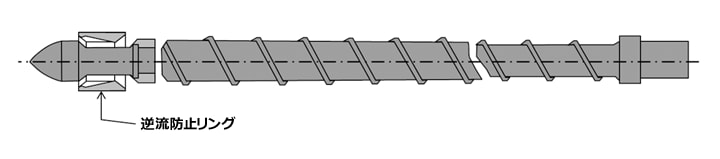
Fig.3.1 インライン式射出成形用スクリューの構造
Ⅶ. 耐食・耐摩耗仕様
PPS樹脂は、発生ガスやペレット硬度が高いことから成形機のシリンダーやスクリューの鋼材は耐食・耐摩耗仕様にしていただく必要があります。その場合通常シリンダーは合金のライニング加工であり、スクリューは合金の一体ものを使用してください。最近では、PPS樹脂成形用の仕様が各機械メーカーから販売されていますので、詳細は機械メーカーにご相談ください。
Ⅷ. その他
トレリナ™成形用としては、ロングノズルタイプは使用を極力避けるのがよいと考えます。ノズルは独立に温度制御できる構造である事が望ましく、またトレリナ™は溶融粘度の比較的小さな材料ですので、ドルーリングが問題になる場合や縦型成形機をご使用される場合はクローズノズルを用いることが効果的です。 スクリュー圧縮比は2.2~3.0位が適切です。スクリュー圧縮比が過小ですと、溶融樹脂中に空気を巻き込み良好な成形品は得られ難くなります。逆にスクリュー圧縮比が過大ですと、ガラス繊維が損傷する事によるトラブル発生の恐れがあります。