- HOME
- テクニカル情報
- PPS樹脂 トレリナ™
- 射出成形
- 射出成形
- 予備乾燥
予備乾燥
トレリナ™は吸湿性の小さな材料ですが、良好な成形品を得るためには成形前の予備乾燥を実施してください。水分率の大きいペレットを用いて射出成形すると、シルバーストリークの発生、寸法精度の低下、ウエルド部の密着不良または金型汚れの増加などの原因となります。
Fig.3.2に試験方法、Fig.3.3~4にトレリナ™の乾燥曲線を示します。主にペレット表面の水分が蒸発するため、熱風が直接当たる部分などは乾燥温度が120℃×1hr程度でも十分乾燥できますが、仕込量が多く熱風が当たりずらい部分などがあれば均一に乾燥が進まないため、130℃×3hr程度の乾燥を推奨します。なお、土日などの休日を挟んで予備乾燥を行う場合は、100~110℃で乾燥を行ってください。過剰な乾燥は、可塑化不良などの原因となります。
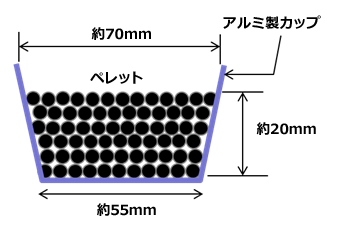
Fig.3.2 乾燥曲線の試験方法
- (乾燥曲線の試験方法)
アルミカップに20mm深さでペレットをいれ、熱風式乾燥機で処理。初期の水分率はKF法、処理時の水分率は重量より算出。
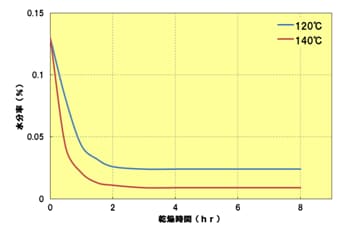 Fig.3.3 A504X90の乾燥曲線
Fig.3.3 A504X90の乾燥曲線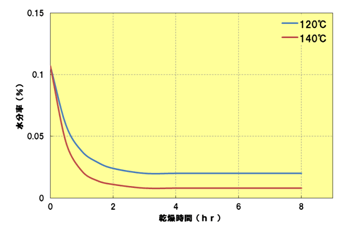 Fig.3.4 A310MX04の乾燥曲線
Fig.3.4 A310MX04の乾燥曲線
-
Fig.3.5にトレリナ™の吸湿曲線を示します。 トレリナ™は吸湿速度の小さな材料ですが、成形の安定化のためにはホッパドライヤなどを用いて、吸湿しないように処置して下さい。
(吸湿曲線の試験方法)
乾燥曲線取得後の140℃×8hrペレットを、23℃×65%RH環境下に放置し、重量変化より水分率を算出。 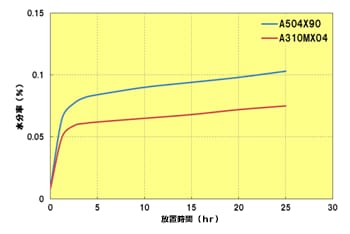 Fig.3.5 トレリナ™の吸湿特性(23℃×65%RH)
Fig.3.5 トレリナ™の吸湿特性(23℃×65%RH)
トレリナ™A504X90のデータシートはこちら
トレリナ™A310MX04のデータシートはこちら