- HOME
- テクニカル情報
- PPS樹脂 トレリナ™
- 射出成形
- 射出成形
- 金型温度
金型温度
トレリナ™の射出成形において、金型温度は成形品の外観性、強度、耐熱性、耐湿性および寸法精度などに大きな影響を与えます。これは金型温度によって、トレリナ™の結晶化度が大きく変わるためであり、結晶性樹脂に共通する性質です。Fig.3.14にトレリナ™A504X90の金型温度と成形品の結晶化度の関係を示します。結晶化度は、広角X線回折法(XRD)により求めています。
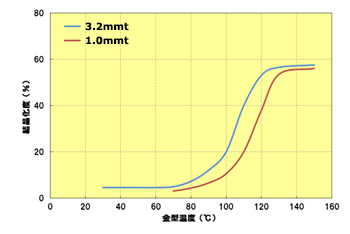 Fig.3.14 金型温度と結晶化度の関係
Fig.3.14 金型温度と結晶化度の関係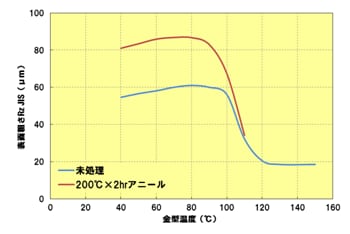 Fig.3.15 金型温度と表面粗さの関係(10点平均粗さ)
Fig.3.15 金型温度と表面粗さの関係(10点平均粗さ)
結晶化度は金型温度に依存して高くなる傾向にあり、特にトレリナ™のガラス転移温度90℃近辺で結晶化度は大きく変わります。金型温度が70℃未満の領域では、成形品の結晶化度は10%に満たないのに対し、70~120℃の範囲では大きく変化する遷移領域、肉厚によって多少の差はあるものの120℃以上で結晶化度は飽和します。特に、金型を遷移領域に設定すると金型温度が十分安定するまでは、結晶化度のバラツキにより品質も不安定になる恐れがあり、特にガラス転移温度近傍(90~100℃)の場合、離型不良が起こりやすく、品質のバラツキも大きくなるため注意が必要です。低バリ化やハイサイクル化のために、40℃以下の低温金型で成形した後にアニール処理により結晶化度を高める方法もありますが、Fig.3.15に示す通り一般的には外観が悪化しますので金型温度は130~150℃に設定していただくことを推奨します。
一方、金型温度が高いと成形品の冷却時間が長くなり成形サイクルの点で不利となる事(Fig.3.16参照)や厚肉の成形品でかつ肉厚変化の大きい成形品ではクラックが発生する恐れがあります。このため特殊なケースを除いて金型温度は150℃を越えないようにするのがよいと考えます。なおFig.3.16において成形品中心部の温度Tと冷却時間との関係は平板、一次元伝熱という仮定のもとに成立する式3.1を使って求めました。

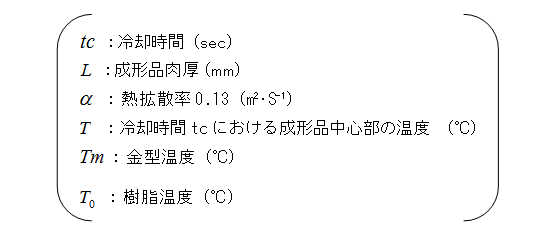
Fig.3.16 成形品中心部の温度Tと冷却時間との関係
金型温度が高いほうがトレリナ™の流動性は向上します。金型温度を10℃高くすることにより、流動性は約3~5%の向上効果があります。(Fig.3.17)
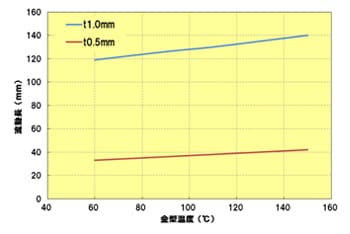 Fig.3.17 金型温度と流動性の関係
Fig.3.17 金型温度と流動性の関係
※成形条件(設定値):成形温度:320℃、射出圧力:98MPa、射出速度:100mm/s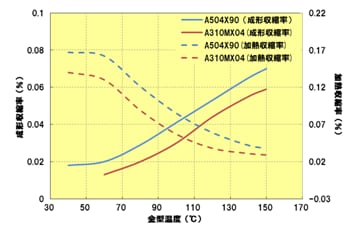 Fig.3.18 金型温度と寸法変化の関係
Fig.3.18 金型温度と寸法変化の関係
※成形品:ASTM4号引張試験片(t1.6mm)、シリンダー温度:320℃、測定:流れ方向
Fig.3.18に金型温度と成形収縮率および加熱収縮率との関係を示します。金型温度が高い方が成形収縮率は大きくなり、加熱収縮率は小さくなるという関係があります。これは結晶性樹脂共通の性質です。
金型温度とその他の性質との関係をFig.3.19~23に示します。Fig.3.14に示したとおり、金型温度が高い方が成形品の結晶化度は大きくなるため、材料の性質は硬く、靭性が低下する傾向を示します。なおFig.3.16からわかるとおり、成形品肉厚が小さくなると樹脂の冷却速度が著しく増大しますので、肉厚の小さい成形品ほど金型温度による影響を受けやすくなります。
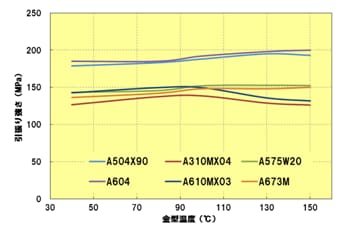 Fig.3.19 金型温度と引張り強さの関係
Fig.3.19 金型温度と引張り強さの関係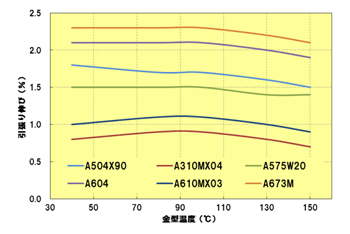 Fig.3.20 金型温度と引張り伸びの関係
Fig.3.20 金型温度と引張り伸びの関係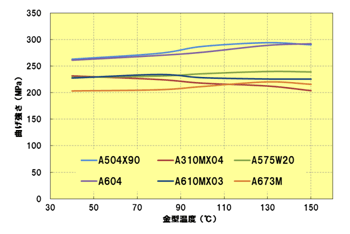 Fig.3.21 金型温度と曲げ強さの関係
Fig.3.21 金型温度と曲げ強さの関係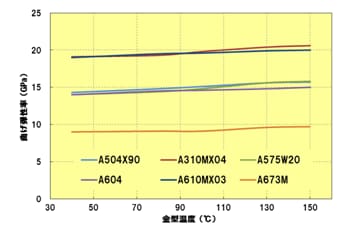 Fig.3.22 金型温度と曲げ弾性率の関係
Fig.3.22 金型温度と曲げ弾性率の関係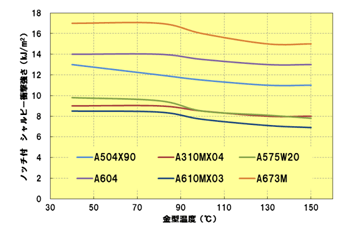 Fig.3.23 金型温度と衝撃強さの関係
Fig.3.23 金型温度と衝撃強さの関係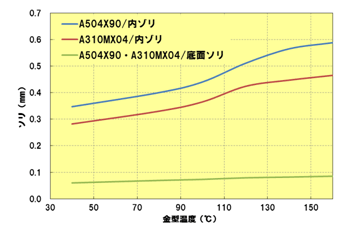 Fig.3.24 金型温度とソリの関係
Fig.3.24 金型温度とソリの関係
- ※成形品:20×50×90箱型(t2mm)、シリンダー温度:320℃
箱型成形品で金型温度とソリとの関係を調べた結果をFig.3.24に示します。金型温度に依存してソリは増加傾向を示します。これは、結晶化による収縮の程度が影響しているためと考えられます。なお、ソリの挙動は複雑であり、形状や成形条件など様々な因子によっても変化するため製品設計の際には十分ご配慮ください。
トレリナ™A504X90のデータシートはこちら