- HOME
- テクニカル情報
- ABS樹脂トヨラック™
- スパイラルフロー長さ、機械特性の温度依存性
温度依存性
成形収縮率
| 成形温度 | 測定位置 | トヨラック™ 250 |
トヨラック™ 500 |
トヨラック™ 700 |
トヨラック™ 100 |
トヨラック™ 300 |
|
|---|---|---|---|---|---|---|---|
| 230°C | 直角方向 | 位置 A | 0.44% | 0.44% | 0.46% | 0.47% | 0.52% |
| 位置 B | 0.50% | 0.49% | 0.52% | 0.53% | 0.55% | ||
| 流れ方向 | C | 0.47% | 0.47% | 0.49% | 0.50% | 0.57% | |
| 250°C | 直角方向 | 位置 A | 0.47% | 0.47% | 0.49% | 0.50% | 0.56% |
| 位置 B | 0.54% | 0.53% | 0.55% | 0.47% | 0.59% | ||
| 流れ方向 | C | 0.50% | 0.50% | 0.52% | 0.54% | 0.61% | |
※寸法測定は成形後、23°C/50%RH、24時間状態調整後、測定。
成形条件
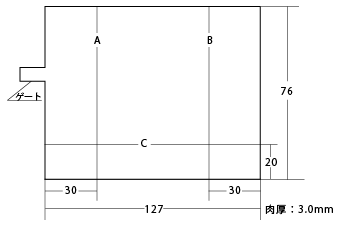
図2.試験片形状と測定位置(単位:mm)
- 成形温度:230°C
- 金型温度:60°C
- 射出速度:中速(FCV目盛B-O) (充填時間:2.0秒)
- 保圧時間:13秒
- 冷却時間:30秒
- 背圧:0.98Mpa
- スクリュー回転数:53r/min
- 射出圧力:キャピティに樹脂充填される最小圧力を求め、+0.98MPaとした。
- 試験片寸法:127×76×3mmt
スパイラルフロー長さ
成形条件
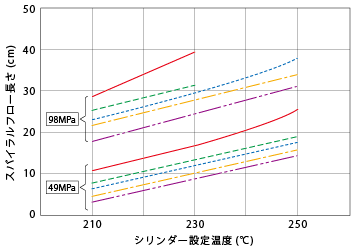
図3.トヨラック™のスパイラルフロー長さとシリンダー設定温度の関係
- 成形機:東芝IS-50
- 金型:スパイラルフロー 10w×2mmt
- 射出速度:B-10(中速)
- サイクル:15/20sec.
- スクリュー背圧:0.98Mpa
- スクリュー回転:53r/min
- 金型温度:60°C
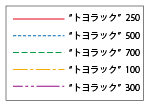
曲げ弾性率の温度依存性
図4.トヨラック™の曲げ弾性率の温度依存性
アイゾット衝撃強さの温度依存性
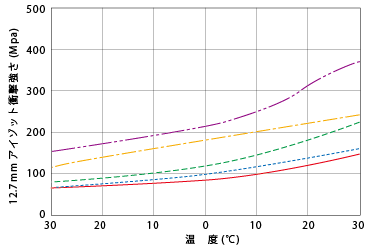
図5.トヨラック™のアイゾット衝撃強さの温度依存性
あわせて読みたい
