- HOME
- テクニカル情報
- ABS樹脂トヨラック™
- 二次加工性
二次加工性
Ⅰ. 機械加工
トヨラック™は切断加工、旋盤加工、穴あけ加工、やすり加工など簡単に行なうことができます。しかしABS樹脂は金属に比べると熱伝導性が小さいので、熱の発生を最少限におさえることが必要です。また切削機械などの接触圧力が必要以上にかからないようにする必要があります。一般的に切削工具の刃先角度が鋭ければ(くいこみ率も高く、カットスピードも早くなりますが)切屑も良く落ち良好な機械加工をすることができます。
Ⅱ. 溶着
トヨラック™の溶着(ウェルデイング)は通常の超音波溶着やホットジェットウェルデイングで十分良好な溶着を行うことができます。溶着部分の強度は、目安として通常部分の80%程度です。
Ⅲ. 接着
トヨラック™と接着する材質によって接着剤を選定する必要があります。トヨラック™どうしの接着剤としてはいろいろありますが、特にすばやく接着が可能なものとしては、MEK、アセトンなどの溶剤が適切です。また、これらの溶剤に10%~20%のトヨラック™を溶解させた溶液を接着剤として使用すれば、更に効果的です。金属とトヨラック™の接着には、ポリウレタン系接着剤あるいはエポキシ系接着剤が適切です。 またナイロン樹脂との接着には、10部の蟻酸、10部のアセトン、1部のナイロン樹脂、1部のトヨラック™を混合した溶液を接着剤として使用すれば良好な結果を得ることができます。
Ⅳ. 塗装
塗装を施すことにより外観上の効果(例えば多色仕上げ、艶消し仕上げなどの特殊表面状態など)とともに、樹脂機能の改善(例えば表面硬度の向上、耐候性の向上など)が可能になります。
一方ABS樹脂の本質として耐溶剤性、耐熱性の点で制約があるので、金属材質に比べると使用できる塗料の種類は限定されます。
トヨラック™の荷重たわみ温度は約85~100°Cですから、これ以上の温度でのベーキングは不可能です。トヨラック™に使用できる塗料としては、ニトロセルロースラッカー系、アクリルラッカー系、低温焼付型メラミンアルキッド系、塩化ピニール系、2液型ウレタン系塗料などです。
Ⅴ. メッキグレード
メッキ膜との密着の基礎を形成するためのエッチング処理において、処理時聞が短くても良好な密着が得られ、長時間処理してもオーバーエッチングになりにくいなど、幅広いエッチング条件に対して安定した性能を示します。
メッキ用としてすぐれた密着力が得られるように品質設計がされています。表7にトヨラック™125の密着データを示します。
トヨラック™125は流動性、熱安定性がすぐれているので成形領域が広く、残留ひずみの少ないメッキに適した成形品が得られます。メッキ加工の際、不良発生の原因が成形加工上の不備による場合が少なくありません。材料の予備乾燥は、シルパーなどの発生はメッキにとって致命的な欠陥となりますので十分実施する必要が串ります。成形条件としては、樹脂温度を高めに設定し、金型温度も高め(50~60°C)に設定し、射出スピードを遅くして、できるだけ残留ひずみを小さくする条件を選んでください。
| エッチングタイプ | シリンダー設定温度(°C) | エッチング時間(min) | 密着強さ(剥離強さ・N/cm) |
|---|---|---|---|
| ハイクローム酸タイプ CrO3 430g/L H2SO4 220mL/L S.G. 1.49 温度 65°C |
220 | 3 5 10 |
8.3 13.2 14.4 |
| 260 | 3 5 10 |
8.8 14.7 15.7 |
|
| ハイ硫酸タイプ H2SO4(98%) 740mL/L H3PO4(89%) 320mL/L K2Cr2O7 40g S.G. 1.58 温度 65°C |
220 | 10 20 |
9.6 12.0 |
| 260 | 10 20 |
12.7 14.9 |
Ⅵ. 真空蒸着
トヨラック™を使用して良好な真空蒸着あるいはスパッタリングを行うことができます。真空蒸着は次のようなプロセスで行われます。
- 予備処理:成形表面の油脂分あるいは離型剤などを取り去る。
- アンダーコート:金属との接着性を強化し表面の平滑性を整えるため塗料を塗布する。
- 真空蒸着:蒸着装置を使用してアルミニウムなどの金属を10-3mmHg以下の高真空中で成形品に蒸着させる。
- トップコート:蒸着された金属面の酸化防止と耐摩耗性の向上などのためトップコートを塗布する。
Ⅶ. 真空成形
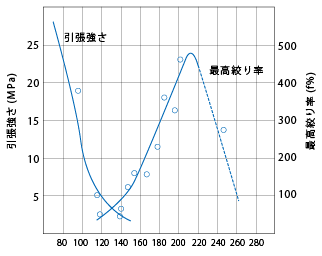
図7.トヨラック™600シートの最高絞り率と温度の関係
(シートの厚み:1.5mm)
トヨラック™のシートは深絞りが必要な、非常に複雑な形状の成形品も真空成形することができます。
- シートの温度依存性
図7に真空成形性をあらわす最高絞り率と温度の関係および引張強さと温度の関係を示します。(最高絞り量はフォームパックシートテスターを使用して測定。)
トヨラック™600シートが非常に高い絞り率をもっていることを示しており、また高温での引張強さの減少具合は、すぐれた真空成形性を意味しています。 - 真空成形条件
ABS樹脂シートの真空成形に際しては、真空成形機のタイプ、シートの肉厚、成形品の形状によって最適温度を選定する必要があります。トヨラック™600のシートの場合は、120~200°Cの温度領域で成形することができます。冷却時間は型の材質、型の温度、シートの肉厚によって異なりますが、シートの温度が約70°C程度になるまで冷却することが適切です。 - 型のデザイン
トヨラック™600のシートを真空成形する場合、型の材質は通常使用されている木型、樹脂型、金属型、石膏型のいずれでもかまいません。シャープエッジはできるだけ避け、可能であれば大きめのRをつける配慮が必要です。形状あるいは成形条件によって若干異なりますが収縮は0.5~0.7%、抜き勾配は雌型には0.5~1°、雄型には3~4°が適当です。型温度は70~80°Cが最適です。
| 項目 | 工学単位 | 換算係数 | SI単位 | |
|---|---|---|---|---|
| SI単位へ | 工学単位へ | |||
| 引張強さ | kg/cm2 | 9.8/10-2 | 10.2 | MPa |
| 曲げ強さ | kg/cm2 | 9.8/10-2 | 10.2 | MPa |
| 曲げ弾性率 | kg/cm2 | 9.8/10-2 | 10.2 | MPa |
| アゾット衝撃強さ | kg・cm/cm | 9.8 | 1.02×10-1 | J/m |
