- HOME
- Technical Information
- AMILAN™ Nylon Resin
- Injection-molding
- Before injection-molding a nylon resin
Before injection-molding a nylon resin
Before injection-mold nylon
Nylon is a crystalline polymer that absorbs moisture, so be mindful of the following points when attempting to mold nylon.
- Table 1.1 shows the melting and molding temperatures for nylon. As shown in Figure 1.1, the melt viscosity of nylon is highly dependent on temperature, so control the molding temperature closely.
- Nylon is a crystalline polymer and exhibits substantial volume shrinkage when it solidifies. Relatively thicker (6 mm or more) molded products may be prone to ingenerate burn and sink marks. So be sure to compensate for any volume shrinkage resulting from solidification upon cooling.
- Nylon absorbs a great deal of moisture. Before using pellets left exposed to the elements over an extended period of time, dry to a water content of no greater than 0.15 to 0.2%.
| Type | Melting point (°C) | Molding temperature (°C) |
|---|---|---|
| Nylon 6 | 225 | 245~280 |
| Nylon 66 | 265 | 270~295 |
| Nylon 610 | 225 | 245~280 |
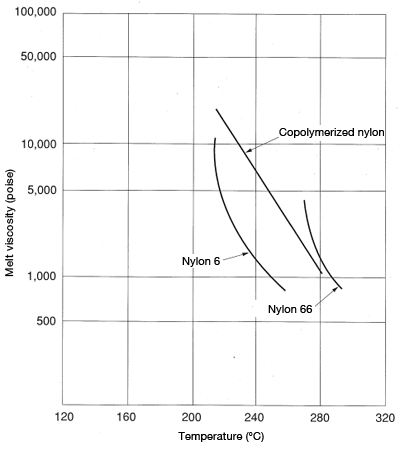
Figure 1.1: Change in melt viscosity of Toray nylon as a function of temperature.
Handling nylon pellets
Ⅰ. Packaging and storing nylon pellets
Toray nylon resin is manufactured under rigid quality control standards and packaged in sealed moisture-resistant bags. Therefore, pellets taken from the bag do not need to be pre-dried as long as the pellets are used immediately after opening the bag. As long as the bag is free of damage, the pellets should absorb virtually no moisture during storage. Please handle the pellet bags with care so as to prevent damage to the bag and avoid storing the bags in places with exceptionally high levels of humidity.
Ⅱ. Pellet water absorption and its effects
Figure 1.2: Equilibrium water-absorption rates
in different types of nylons (23°C)
After opening the bag, nylon pellets will absorb moisture through exposure to the air. The rate of water absorption and the level of equilibrium water absorption are influenced by factors such as the type of nylon, the amount of reinforcement agents (such as glass fibers) added, the shape of the pellets and the air temperature and humidity. Figure 1.2 shows the relative humidity and atmospheric equilibrium water absorption for each nylon type. To find the equilibrium water absorption of reinforced nylons, discount the corresponding equilibrium water absorption value by the water-absorption rate of the reinforcement agent per weight percentage used. Figures 1.3 and 1.4 show the rate of water uptake in representative types of nylon pellets when exposed to the atmosphere. Based on these data, you can see the nylon pellets exhibit a fast rate of water uptake in hot and humid environments.
If pellets have absorbed water beyond a certain threshold, using those pellets in a molding process could result in appearance problems such as silver streaking on the surface of the molded product and voids on the inside of the molded product, as well as sacrificed properties resulting from lower molecular weight. Water content of about 0.15% to 0.2% is preferred in nylon pellets used in injection molding. Take the following steps to ensure proper water content levels.
 Figure 1.3: Water-absorption speed of nylon 6 pellets when exposed to air
Figure 1.3: Water-absorption speed of nylon 6 pellets when exposed to air Figure 1.4: Water absorption speed of nylon 66 pellets when exposed to air
Figure 1.4: Water absorption speed of nylon 66 pellets when exposed to air
- In the winter, condensation may form when bringing cold pellets into a warm room. Let the pellets sit in the warm room for some time before introducing to the molding process.
- Be absolutely certain to avoid leaving the pellets exposed in an open bag. Preferably, use up all the pellets once the bag is opened. We recommend you store any leftover pellets in a clean metal container that can be sealed. To continue to use pellets in an opened bag, you could remove all air from the bag and heat-seal the bag opening, then cut a corner of the bag to remove pellets as needed and seal the cut opening using packing tape, but this method cannot sufficiently protect the pellets from moisture. We emphasize that it is preferable to use up all pellets from an opened bag as soon as possible.
- Avoid leaving the pellets exposed to the air in the molding machine hopper over an extended period of time. Before introducing the pellets to the hopper, estimate the amount used per hour and introduce only the amount required. Figures 1.3 and 1.4 show it is preferable to leave the pellets exposed in the hopper no more than 30 minutes to an hour in high-humidity environments and no more than 3-4 hours in low-humidity environments.
Ⅲ. Drying pellets that have absorbed moisture
Figure 1.5: Vacuum-drying curve for nylon 6 pellets
A.Vacuum drying
Vacuum drying is the best means of drying nylon. Appropriate drying conditions are a temperature of 80-120°C and a vacuum pressure of 1013 hPa. Drying time should be 10 to 48 hours, depending on the pellet water content. Removing pellets from the dryer immediately after high-temperature drying and transferring the pellets to a container could result in oxidation or discoloration. Instead, reduce the temperature to below 70°C under vacuum before transferring the pellets.
Figure 1.5 shows an example of a vacuum-drying curve for nylon.
Figure 1.6: Hot-air blow-drying conditions
and equilibrium water absorption of
nylon pellets (drying temperature: 80°C)
B.Hot-air blow-drying
A hot-air dryer, a hopper dryer or either of these equipped with a dehumidifier can be used in hot-air blow-drying. The degree of drying achieved through hot-air blow-drying is determined by the pellet shape, initial and final water content, drying temperature and the temperature of and relative humidity of the dryer intake air. Figure 1.6 shows the relationship between the state of the dryer intake air and the pellet equilibrium water absorption after using a hot-air dryer on nylon pellets at 80°C. As you can see, the degree of drying achieved is determined by the absolute humidity (water content) of the dryer intake air. Ordinary hot-air dryers and hopper dryers intake air directly from the atmosphere. Therefore the degree of drying achieved is controlled by the relative humidity in the atmosphere, which could easily result in seasonal variance. Drying pellets already low in moisture content could result in higher moisture content, and it may be difficult to achieve sufficient drying in hot and humid environments.
To achieve better drying, use a higher drying temperature and a longer drying time. However, note that the extent to which the drying temperature can be raised is limited by the risk of oxidation or discoloration when using high temperatures to perform hot-air blow-drying. Figure 1.7 shows the change in coloration of nylon pellets when hot-air blow-dried at different drying temperatures and durations. Using an ordinary hot-air blow dryer, the drying temperature should be no higher than 80-90°C to prevent oxidation or discoloration.
Figure 1.8 shows the hot-air blow-drying curve of nylon pellets. As you can see, excessive water uptake prevents sufficient drying within a short period of time when drying at temperatures low enough to mitigate the risk of oxidation or discoloration.
 Figure 1.7: Change in coloration of nylon 66 pellets caused by hot-air blow-drying
Figure 1.7: Change in coloration of nylon 66 pellets caused by hot-air blow-drying Figure 1.8: Hot-air blow-drying curve of nylon 6 pellets(Note: Differs depending on the dew point of dryer intake air)
Figure 1.8: Hot-air blow-drying curve of nylon 6 pellets(Note: Differs depending on the dew point of dryer intake air)
Figures 1.9 and 1.10 show drying curves achieved by dryers equipped with a dehumidifier. The dehumidifier removes moisture from the intake air. That dry air is then heated and circulated within the heater as hot air, constantly exposing the pellets to hot, dry air. This method is preferred, as it eliminates risks such as the seasonality referred to above. However, as always, be careful to avoid oxidation or discoloration. Furthermore, dehumidifiers have limited capacity to remove moisture, so remain vigilant in keeping pre-dried nylon pellets as dry as possible.
 Figure 1.9: Dehumidifier-equipped drying curve for nylon 66 pellets (80°C)
Figure 1.9: Dehumidifier-equipped drying curve for nylon 66 pellets (80°C) Figure 1.10: Dehumidifier-equipped drying curve for nylon 66 pellets(Dewpoint of 70°C dry air: -35°C)
Figure 1.10: Dehumidifier-equipped drying curve for nylon 66 pellets(Dewpoint of 70°C dry air: -35°C)
Recycling
To recycle sprues, runners and other materials, the material to be recycled must be stored in dry conditions or dried appropriately before injection-molding. The properties of the recycled material will change as the material is subject to thermal history. Furthermore, in the case of reinforced materials, reinforcement agents may be damaged upon exposure to shearing force during the molding process. Generally, recycling results in diminished mechanical strength, while electrical, sliding, sintering and chemical resistance properties remain unchanged. Figures 1.11 and 1.12 show the change in properties in recycled non-reinforced nylon 6 and nylon 66. Similarly, Figures 1.13 through 1.22 show the same for recycled glass-fiber reinforced nylon 6 and nylon 66. See the following for detailed conditions used.
- Cylinder temperature (nylon 6): 260°C
- Cylinder temperature (nylon 66): 290°C
- Mold temperature: 80°C
- Recycling method: The molded product is crushed in a crushing machine. The recycled material is mixed with virgin material at a predetermined proportion and a uniform mixture is created. The mixture then is provided to injection-molding.
- Recycling frequency: 1-5 times
Aside from tensile breakdown elongation, the non-reinforced product maintains nearly 100% of its properties. Test samples show that the glass-fiber reinforced product retains at least 90% of its properties (with the exception of impact strength) when recycled material content does not exceed 20%. However, before using recycled materials, implement rigid controls on the recycled material and determine the appropriate recycled material content level based on sufficient consideration of the products' required properties. Furthermore, during the crushing process, fine particles from the cutter blade could contaminate the recycled material, so use particular caution in compact electrical component applications. Otherwise, fine particle contaminants could destabilize the molding process; be sure to remove the contaminants in such cases.
Underwriters Laboratories Standard 746D states that UL-certified materials may contain in-process recycled material of up to 25% by weight. Products containing more than 25% recycled material are to be certified after confirmatory tests conducted by UL.
 Figure 1.11: Change in tensile breakdown elongation in recycled non-reinforced nylon 6
Figure 1.11: Change in tensile breakdown elongation in recycled non-reinforced nylon 6 Figure 1.12: Change in tensile breakdown elongation in recycled non-reinforced nylon 66
Figure 1.12: Change in tensile breakdown elongation in recycled non-reinforced nylon 66 Figure 1.13: Change in tensile strength in recycled 30% glass fiber reinforced nylon 6
Figure 1.13: Change in tensile strength in recycled 30% glass fiber reinforced nylon 6
 Figure 1.14: Change in tensile strength in recycled 30% glass-fiber reinforced nylon 66
Figure 1.14: Change in tensile strength in recycled 30% glass-fiber reinforced nylon 66  Figure 1.15: Change in tensile breakdown elongation in recycled 30% glass-fiber reinforced nylon 6
Figure 1.15: Change in tensile breakdown elongation in recycled 30% glass-fiber reinforced nylon 6 Figure 1.16: Change in tensile breakdown elongation in recycled 30% glass-fiber reinforced nylon 66
Figure 1.16: Change in tensile breakdown elongation in recycled 30% glass-fiber reinforced nylon 66
 Figure 1.17: Change in flexural strength in recycled 30% glass-fiber reinforced nylon 6
Figure 1.17: Change in flexural strength in recycled 30% glass-fiber reinforced nylon 6 Figure 1.18: Change in flexural strength in recycled30% glass-fiber reinforced nylon 66
Figure 1.18: Change in flexural strength in recycled30% glass-fiber reinforced nylon 66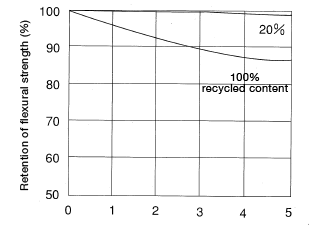 Figure 1.19: Change in flexural modulus in recycled 30% glass-fiber reinforced nylon 6
Figure 1.19: Change in flexural modulus in recycled 30% glass-fiber reinforced nylon 6
 Figure 1.20: Change in flexural modulus in recycled30% glass-fiber reinforced nylon 66
Figure 1.20: Change in flexural modulus in recycled30% glass-fiber reinforced nylon 66 Figure 1.21: Change in impact strength in recycled 30% glass-fiber reinforced nylon 6
Figure 1.21: Change in impact strength in recycled 30% glass-fiber reinforced nylon 6 Figure 1.22: Change in impact strength in recycled30% glass-fiber reinforced nylon 66
Figure 1.22: Change in impact strength in recycled30% glass-fiber reinforced nylon 66