- HOME
- Technical Information
- TORELINA™ PPS Resin
- Injection Molding
- Injection Molding
- Predrying
Predrying
TORELINA™ exhibits low moisture absorption, but it must be subjected to predrying before molding to ensure good molded products. If injection molding is performed using pellets with a high water content, this will result in the occurrence of silver streaks, decreases in the dimensional accuracy, the poor adhesion of welds, increases in mold contamination, and so on.
Fig. 3.2 illustrates the test method, and Figs. 3.3 and 3.4 show the drying curves of TORELINA™. Most of the moisture that is evaporated is from the surface of the pellets, so those portions that are exposed directly to the hot air can be dried sufficiently with a drying temperature of 120℃ and a duration of about 1 hour. If a large quantity of pellets is to be dried at one time, such that some are unlikely to be exposed directly to the hot air, the drying will not progress uniformly. In such a case, drying at 130℃ for about 3 hours is recommended. To perform predrying over the weekend and during holidays, set the temperature to 100℃ to 110℃. Excess drying will cause plasticization and other failures.
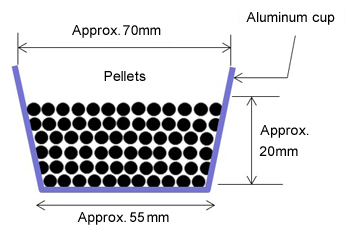
Fig. 3.2 Drying curve test method
- (Drying curve test method)
Place pellets in an aluminum cup to a depth of 20 mm, and then apply the hot air dryer to them. Calculate the initial water content by using the KF method and the water content during treatment by weight.
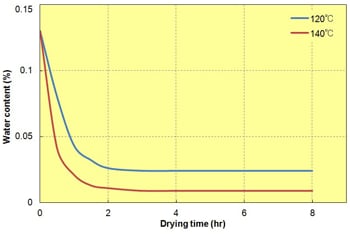 Fig. 3.3 Drying curve of A504X90
Fig. 3.3 Drying curve of A504X90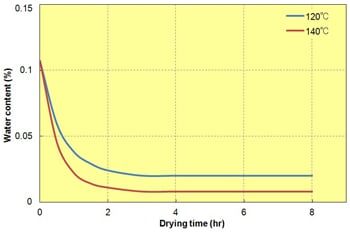 Fig. 3.4 Drying curve of A310MX04
Fig. 3.4 Drying curve of A310MX04
-
Fig. 3.5 shows the moisture absorption curves of TORELINA™. TORELINA™ has a low moisture absorption rate, but to ensure stable molding, check that it has not absorbed any moisture, by using a hopper dryer and so on.
(Moisture absorption curve test method)
Leave those pellets that have been dried at 140℃ × 8 hr, after obtaining the drying curves, in an environment at 23℃ × 65%RH, and calculate the water content from the weight change. 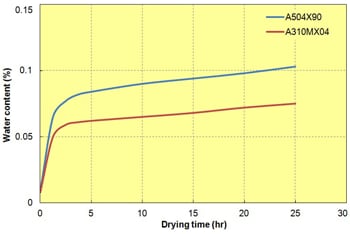 Fig. 3.5 Moisture absorption properties of TORELINA™ (23℃ × 65%RH)
Fig. 3.5 Moisture absorption properties of TORELINA™ (23℃ × 65%RH)