- HOME
- Technical Information
- TORELINA™ PPS Resin
- Injection Molding
- Injection Molding
- Mold Temperature
Mold Temperature
In the injection molding of TORELINA™, the mold temperature has a major influence on the appearance, strength, heat resistance, moisture resistance, and dimensional accuracy of the molded product. This is because the crystallinity of TORELINA™ varies greatly with the mold temperature. This property is common to all crystalline resins. Fig. 3.14 shows the relationship between the mold temperature of TORELINA™ A504X90 and the crystallinity of the molded product. The crystallinity is determined by wide-angle X-ray diffractometry (XRD).
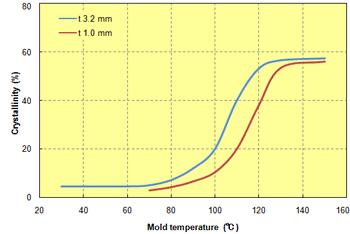 Fig. 3.14 Mold temperature in relation to crystallinity
Fig. 3.14 Mold temperature in relation to crystallinity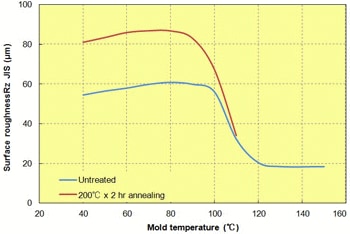 Fig. 3.15 Mold temperature in relation to surface roughness (10-point average roughness)
Fig. 3.15 Mold temperature in relation to surface roughness (10-point average roughness)
The crystallinity tends to increase with the mold temperature. Near the glass transition temperature of TORELINA™, 90℃, in particular, the crystallinity changes greatly. When the mold temperature is lower than 70℃, the crystallinity of the molded product is less than 10%. The temperature range from 70℃ to 120℃ is a transition area where the crystallinity changes greatly. The crystallinity will be saturated at 120℃ or higher, although this differs slightly depending on the wall thickness. Of particular note is that if the mold temperature is set in the transition area, the quality may be unstable due to variation in crystallinity until the mold temperature stabilizes sufficiently. If the mold temperature is near the glass transition temperature (90℃ to 100℃), mold release failures are likely to occur, leading to significant variation in quality. It is possible to perform molding with a low-temperature mold at 40℃ or lower first and then increase the crystallinity with annealing treatment to reduce the amount of flash and ensure high cycles. In general, however, this will worsen the appearance as shown in Fig. 3.15. Thus, it is recommended that the mold temperature be set to 130℃ to 150℃.
In contrast, if the mold temperature is high, the cooling time of the molded product will be long, which is disadvantageous to the molding cycle (see Fig. 3.16). In addition, for thick-wall molded products that vary greatly in their wall thickness, this may cause cracks to occur. For this reason, except for special cases, the mold temperature should not exceed 150℃. Note that, in Fig. 3.16, the relationship between the temperature T at the center of the molded product and the cooling time was determined by using Formula 3.1, which holds true on the assumption that the product is a flat plate and the heat transfer is one-dimensional.
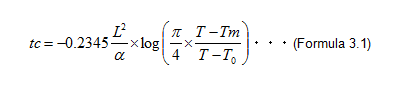
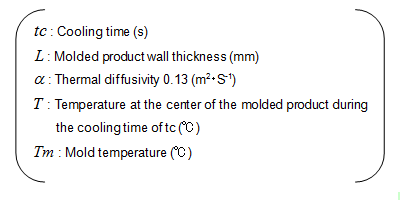
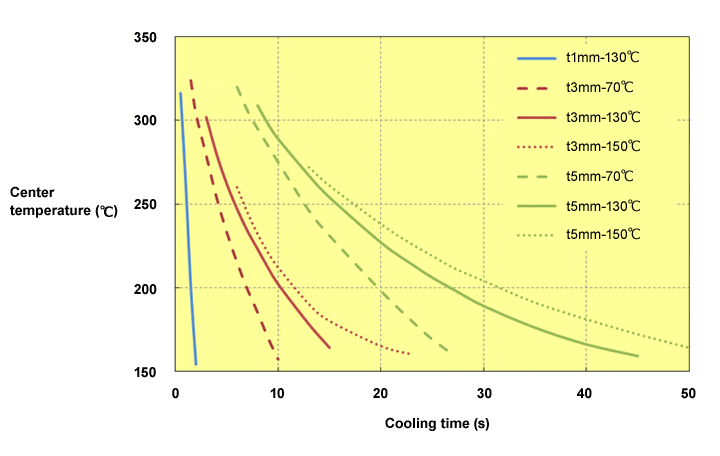
Fig. 3.16 Molded product wall thickness in relation to mold temperature and cooling time (calculated) (A504X90)
The higher the mold temperature, the higher the fluidity of TORELINA™. A mold temperature rise of 10℃ results in an increase in fluidity of about 3% to 5%. (Fig. 3.17)
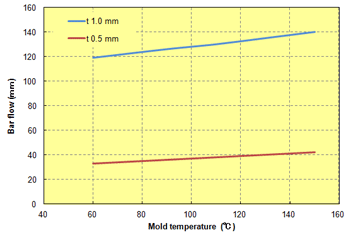 Fig. 3.17 Mold temperature in relation to fluidity
Fig. 3.17 Mold temperature in relation to fluidity
※Molding conditions (settings): Molding temperature: 320℃, injection pressure: 98 MPa, injection speed: 100 mm/s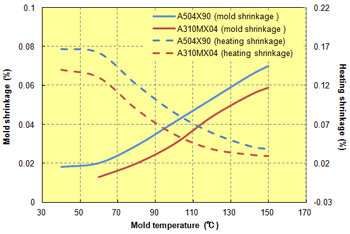 Fig. 3.18 Mold temperature in relation to dimensional changes
Fig. 3.18 Mold temperature in relation to dimensional changes
※Molded product: ASTM No. 4 tensile test piece (t 1.6 mm), cylinder temperature: 320℃, measurement: Machine direction
Fig. 3.18 shows the relationship between the mold temperature, mold shrinkage, and heating shrinkage. The relationship is as follows: The higher the mold temperature, the larger the mold shrinkage and the smaller the heating shrinkage. This property is common to all crystalline resins.
The relationship between the mold temperature and other properties is shown in Figs. 3.19 to 3.23. As shown in Fig. 3.14, the higher the mold temperature, the higher the crystallinity of the molded product, that is, the harder and the less tough the material. As can be seen from Fig. 3.16, as the wall thickness of a molded product decreases, the cooling rate of the resin increases remarkably. Thus, the smaller the wall thickness of the molded product, the more susceptible it is to changes in the mold temperature.
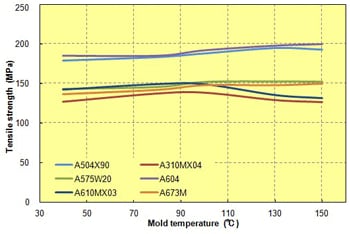 Fig. 3.19 Mold temperature in relation to tensile strength
Fig. 3.19 Mold temperature in relation to tensile strength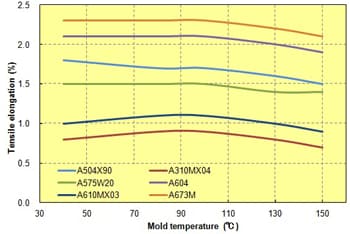 Fig. 3.20 Mold temperature in relation to tensile elongation
Fig. 3.20 Mold temperature in relation to tensile elongation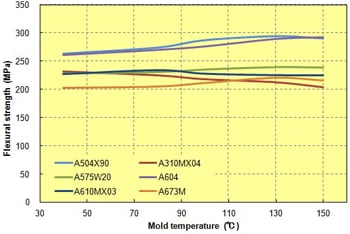 Fig. 3.21 Mold temperature in relation to flexural strength
Fig. 3.21 Mold temperature in relation to flexural strength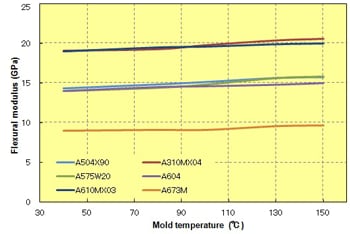 Fig. 3.22 Mold temperature in relation flexural modulus
Fig. 3.22 Mold temperature in relation flexural modulus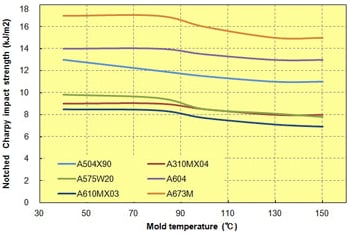 Fig. 3.23 Mold temperature in relation to impact strength
Fig. 3.23 Mold temperature in relation to impact strength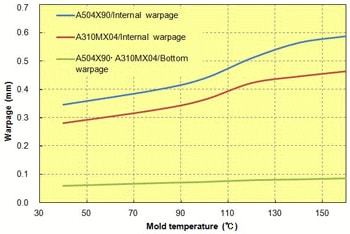 Fig. 3.24 Mold temperature in relation to warpage
Fig. 3.24 Mold temperature in relation to warpage
- ※Molded product: 20 × 50 × 90 box-shaped (t 2 mm), cylinder temperature: 320℃
The results of examining the relationship between the mold temperature and the warpage, using a box-shaped molded product, are shown in Fig. 3.24. The warpage tends to increase with the mold temperature. This is considered to be influenced by the degree of shrinkage due to crystallization. The behavior of warpage is complex, and will vary depending on various factors such as the shape and the molding conditions. Pay careful attention to this when designing a product.