- HOME
- 技术信息
- AMILAN™ 尼龙树脂
- 射出成型
- 注塑成型机器
注塑成型机器
注塑成型机器的种类图和构造
代表性的注塑成型机器如图2.1所示有3种。
(a) 被称为柱塞式,注塑方法为先用注塑活塞来压缩和推送材料,经由加热筒,喷嘴加热圈加热熔融材料,最后注入在模具内。
(b) 被称为螺杆预塑式,配有了安装了加热熔融装置的预塑化装置的注塑形式。
(c) 被称为同轴螺杆式,是通过螺杆进行压缩和熔融,是较为普遍的注塑方式。
成型机的即使注塑方式不同,但仍然配有以下的装置。
- 相隔各个成型周期,压缩一定量材料的储料装置
- 推出加热筒中材料,进行注塑的加压装置
- 加热材料促使熔融的加热装置
- 持续开关模具装置
- 操作注塑成型周期装置
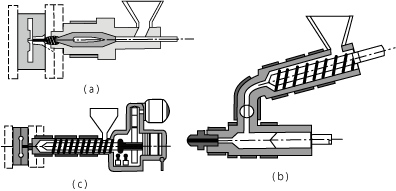
图2.1 注塑成型机器的代表类型
注塑成型机器的种类图和构造
选定成型机之际,需要周全考虑一下3点。
Ⅰ. 注塑成型机器的选定
需要同时满足一下三个方程式。
射出能力:V≧(n×W+R)/(ρ/100)……… 1式
可塑化能力:T≧(n×W+R)×1/1000×α……2式
合模力:C>n×a×P×10.2……………………… 3式
此处,
V: 成型机的射出能力(cm3/射出)
T: 成型机的可塑化能力(kg/h)
C: 成型机的合模力(吨)
n: 成型品个数(个)
W: 成型品的重量(g/个)
R: 注道、流道的重量 (g)
ρ: 材料熔融状态时的密度 (kg/m3)
i: 单位时间上的成型次数(镜头/hr)
a: 成型品的投影面积(cm2)
P: 注塑压力(MPa)
而且,一般的注塑成型机器的可塑化能力由成型机的最大能效下,可塑化聚苯乙烯的能力值表示,所以符合实际尼龙成型的修正系数α构成在了第二公式中。考虑到聚苯乙烯和尼龙的比热值、溶解热量、成型温度的差值,其系数可以估算为2~2.5,成型周期中所占的可塑化时间比率用β表示,
得出计算公式为α=2.5/β
Ⅱ. 从模具的大小考虑
成型机的拉杆距离、模具配孔的位置、模具开槽的最大尺寸、最小模具厚度、最大模具尺寸、挤压杠杆孔位置、喷嘴孔径和R、定位环尺寸,都需要被考虑到。
Ⅲ. 从成型品考虑
要考虑到成型机的拉杆距离、模具配孔的位置、模具开槽的最大尺寸、最小模具厚度、生产速度快否等因素后,方能选择成型机。而且混合了玻璃纤维等的填充材的原料,使用时也需关注机筒,螺杆的材质。
喷嘴
尼龙在不同等级都有着相对性的低粘度,因此喷嘴容易发生滴漏,喷嘴滴漏是引起材料储料装置不均和漏料后连续射胶等问题的原因之一。如图2.2所示,使用自锁式喷嘴是防止喷嘴滴漏的最好方法。还有,针对尼龙注塑的喷嘴如图2.3所示,锥度喷嘴非常适用。
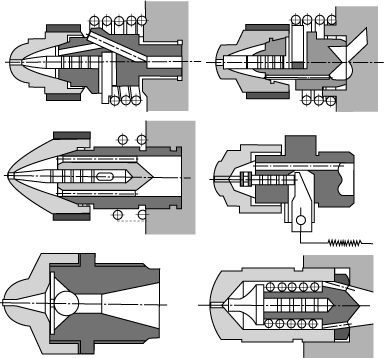
图2.2 开关型尼龙注塑使用喷嘴
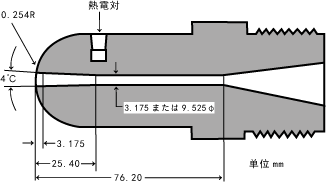
图2.3 尼龙注塑成型用喷嘴
螺杆和螺杆头
Ⅰ. 螺杆
同轴螺杆是注塑成型机器的尼龙专用螺杆的以下的性能要素是必须的。
- 我们推荐形状上采用注射压缩式。
螺杆如图2.4所示,进料部分,压缩部分,计量部分清晰可见,尤其是尼龙进入到压缩部分和计量部分之前,因1/4~1/2的旋转便可压缩的螺杆是非常合适的。 - 我们首推L/D是20以上的长螺杆。
- 压缩比值为3~4最为匹配。
- 材质上,尤其是注塑玻璃纤维强化尼龙时,考虑到磨耗因素,我们建议选择特殊衬里加工等,耐蚀性,耐磨耗的专用材质。
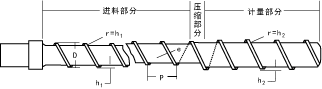
图2.4 尼龙专用螺杆
Ⅱ. 螺杆头
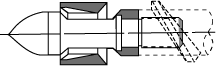
图2.5

图2.6

图2.7
同轴螺杆注塑成型机器,螺杆起到了柱塞的用途,故螺杆头的选定十分重要。
尼龙材料与其他树脂相比粘度低,因注塑时,熔融聚合物会产生回流,因此如图带有栓塞的防回流螺杆头是需要的。
图2.7适用于因聚氯乙烯等的高粘度材料或是因热易分解的树脂的注塑成型。