- HOME
- 技术信息
- AMILAN™ 尼龙树脂
- 射出成型
- 浇口设计
浇口设计
浇口设计是在模具设计以前的产品设计环节中应该事先研究的问题。
浇口等的相关位置
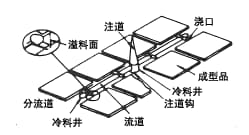
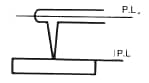
图4.1. 浇口等的相关位置
注道(sprue)流道(runner)浇口(gate) 阴模(cavity) 滞料部(cold slugwell) 的相关位置如图4.1所示。
流道
横截面形状有圆形,半圆,梯形。圆形是流动阻碍力是最小也是最普遍的一种。表4.1中显示了圆形流道的直径和长度以及产品厚度的关系。
| 流道直径 (mmφ) |
在阴模中从注口衬套开始最长的流道长度(mm) | 产品厚度 (mm) |
|---|---|---|
| 3~4.5 | 150 | 4.5 |
| 6~7.5 | 300 | 6 |
| 9 | 370 | 6 |
图4.2. 半圆形和梯形流道的形成
关于半圆形和梯形流道的深度h和宽度W、B、半径r之间的关系如图4.2所示。
浇口种类
浇口横截面形状种类
图4.3. 浇口横截面形状种类
| 浇口的图解 | 浇口种类 | 优点 |
|---|---|---|
 |
直接浇口 | 直接连接在成型品侧面或者是外廓边缘。 能够规范浇口的机械加工,阴模填充率可以与浇口密封时间相对地独立控制。 |
 |
扇形浇口 | 适用于大型平板成型品的制造。 可以使浇口附近的成型不留缺陷,是应变现象发生为最小。 可以加快材料充满阴模的速度。 |
 |
功能性顶端浇口 | 一般设置在成型品的顶端或者表面。 适用于单面非常重要的成型品。 这样可以解决漩纹现象,但是加工较为麻烦。 |
 |
扇形顶端浇口 | 适用于大型且单面重要的成型品。 |
 |
环浇口 | 设置在成型品的外圈。 材料可从外圈流向中心。 溶接线和加工上有难点。 |
 |
中心隔材料浇口 | 材料可从中心向外流动。 适用于中心在一点上的成型品。 加工上有难点。 |
 |
环形浇口 | 适用于圆筒状成型品。 模具构造上要分割成三部分组成。 不生成熔接线。 加工困难。 |
 |
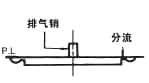
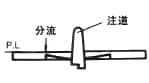
沉陷式浇口 | 脱模时不需要流道与成型部分的分离加工不需要。 微结晶尼龙的成型也可以实现。 浇口位置和注入角度需要充分地考虑。 |
 |
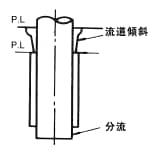
点浇口 | 无需加工。 模具构造上要分割成三部分组成。 微结晶尼龙的成型变得容易。 |
 |
耳形浇口 | 流道和护耳间的第一个浇口实现了停止熔融从材料流动的阀门功能,第二个浇口实现了均匀填充阴模, 但是为了确保浇口附近的残留应力不作用在成型品上,其加工较为麻烦。 |
浇口位置的选择
Ⅰ. 根据产品性能
- 设计:外观上无浇口印迹,即使留有加工印迹也要在不明显的位置。
- 尺寸精度:成型加工齿轮,轴承等对圆形要求十分重视的成型品时,需要将成型材从中心注入。尺寸精度要求严格的部分不能设置浇口。
- 强度:推断熔接线产生的位置,评估强度如何。如若有问题就改变浇口位置。
Ⅱ. 根据模具数量
是单个还是多个组成
流道,阴模配置,聚合物的注塑压力所导致开模压力仍是否平衡等。如果开模压力过于集中,则会产生应变,模具会歪曲。
Ⅲ. 根据加工的所需的经济性
是否采用模具需要分成三部分的点浇口,还是采用不要加工的沉陷式浇口,还是进行普通浇口。
Ⅳ. 根据材料成型性
材料的流动性,耐热变色性,成型应变等来决定浇口的种类和浇口的位置。
浇口平衡性
熔融聚合物一般可以全部同时打到阴模上的浇口处,所以必须设计阴模能够同时被聚合物填满。浇口平衡性差的情况下,会发生留痕,凹痕等外观问题,且各成型品中会存在强度差异。
Ⅰ. 平衡阴模配置
如图4.4~图4.5所示,是流道均衡运行,全部的浇口需要同时到位。但是此时流道相对性太长,是一个不足之处。
图4.4 浇口平衡
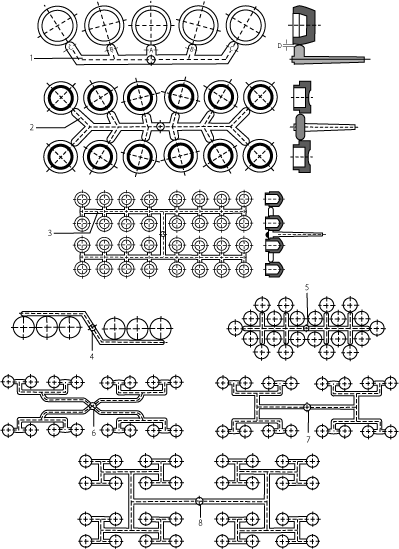
图4.5. 浇口平衡
Ⅱ. 改变浇口很横截面积
采用一般流道的情况下,改变各浇口的横截面积,进行均匀填充取得浇口平衡。各浇口的横截面积可通过以下的公式得出。

其中,W:(g)流道通过聚合物的重量
SG : (mm2)浇口横截面积
![]() : (mm)到浇口位置的流道长度
: (mm)到浇口位置的流道长度
![]() : (mm)浇口面的长度
: (mm)浇口面的长度
K: 根据聚合物的性质,模具等对应的常熟
问题案例
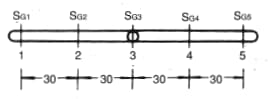
如同下图所示的流道。请计算出各浇口的横截面积SG1、SG2、SG3、SG4、SG5。
<解答>
与注道相连的浇口SG3的横截面积若设定为为流道(直径4.5mm的圆形)的1%,则SG3=0.01×π×4.52/4=0.159mm2,若浇口的横截面形状为长方形,且浇口的宽W和深h之间关系为W=3h,依次设定则SG3=W×h=3h2=0.159,即h2=0.053从而得出h=0.23mm,W=0.69mm,接着并将浇口面LG3与浇口深度设定为相同数值,0.23mm。
设定![]() 1=
1=![]() 5=60,
5=60, ![]() 2=
2=![]() 4=30,
4=30, ![]() 3=4.5/2, SG=3h2,
3=4.5/2, SG=3h2, ![]() =h,那从2,3式可得出
=h,那从2,3式可得出

代入![]() 1=
1=![]() 5=60和hi,5=1.25、
5=60和hi,5=1.25、
![]() 2=
2=![]() 4=30后,得h2、4=0.887。整理后,
4=30后,得h2、4=0.887。整理后,
得SG1和SG5的横截面积为4.68mm2、SG2、SG4为2.42mm2、SG3为0.159mm2、W1和W5为3.75mmW2和W4为2.7mm、W3为0.69mm、
h1和h5为1.25mm、h2和h4为0.887mm、h3为0,23mm。
no text
请以表4.3为基准进行参照
成型时边观察成型品的成色,边加粗浇口是一种安全可行的方法。
| 产品厚度 | 浇口 | |||||
|---|---|---|---|---|---|---|
| 圆形 | 长方形 | |||||
| 直径 mm | 浇口面长mm | 深mm | 宽mm | 浇口面长mm | ||
| 3mm以下 | 尼龙6 | 1.0~1/2厚 | 最大1.0 | 1/2厚 | 厚等(等) (最小1.5) |
最大1.0 |
| 尼龙66 | 0.75~1/2厚 | 0.75~1/2厚 | - | - | - | |
| 3~6mm | 尼龙6 | 1.0~3.0 | 最大1.5 | 1/2厚 | 1/2~3/4厚 | 最大1.5 |
| 尼龙66 | 0.75~3.0 | 0.75~3.0 | - | - | - | |
| 6mm以上 | 尼龙6 | 3.0~4.5 | 最大浇口直径的 1/2 |
3.0~4.5 | 4.5 | 最大3.1 |
| 尼龙66 | 3.0~4.5 | 3.0~4.5 | - | - | - | |