- HOME
- 技术信息
- AMILAN™ 尼龙树脂
- 射出成型
- 成型周期的估测
成型周期的估测
成型周期
注塑成型整个周期时间t用以下公式来表达。
t = td + ti + tc・・・・・・・・・19式
其中
td:中间时间
模具开关时间(被称为注塑成型机器的干燥循环)从模具中取出成型品时间,向模具中插入嵌套时间,脱模剂涂布等的操作时间和。
ti:注塑时间
填充熔融聚合物如阴模内的时间,防止空洞和烧痕等现象出现的不充分填充时间之和。
tc:冷却时间
凝固阴模中的熔融聚合物,在变形和应变不发生的温度下,由顶销将向模具外顶出为止这段模具中的冷却固化时间。
中间时间
最近注塑成型机器改良,进步显著,所以干燥循环极短的成型机相继上市。越缩短干燥循环周期,必须充分考虑模具的材质,设计。即为可承受大冲击负荷的坚固模构造,成型品自动脱模设计。尽可能不使用嵌套是重要的一点。总之,要能正确估计由于成型机,产品,材料等所产生的中间时间。
注塑时间
使用阴模内部容积(cm3)来控制注塑成型机器注塑率(cm3/sec)下规范的聚合物填充时间。接下来,将根据成型品厚度和复杂程度,尺寸精度的要求度算出包含二次压型(保压)时间的注塑时间。
而且,成型机的注塑率受注塑速度调节、阴模厚度和形状、浇口横截面积、材料等级、成型条件(聚合物温度,模具温度,注塑压力)等左右。
注塑率由以上这些因素所影响,一般的同轴螺杆注塑成型机器大致上是每1盎司15~25 cm3/sec的注塑率。成型开始时就可测定注塑率,当然数据的积累也是十分重要的,这样益于对后续的速率推算。
冷却时间
推定普通成型品的冷却时间是,可用平行平面板的一次元热方程式求出。
从此公式中可得出冷却时间tc(sec)和此时刻点上的平板中心温度θ(℃)之间的关系通过以下公式来表达。

其中,ℓ:成型品的最大厚度(m)
α: 聚合物的温度传导率(m2/S)
θ: tc上中心部分的聚合物(冷却)温度(℃)
参照表6.1
顶销顶出时的可能温度由成型品形状,顶销位置所决定,顶出温度由tc表示。
(θ表示为一般情况,在低负荷下(0.45MPa)引起挠曲的温度。)
θs: 模具温度(℃)
θ0: 聚合物初期温度(℃)
| 类型 | 尼龙6 | 尼龙66 | |
|---|---|---|---|
| 等级名 | CM1017 | CM3001-N | |
| α : 温度传导率mm2/sec | 0.075 | 0.060 | |
| θ : | 凝固点℃ | 195 | 240 |
| 中心部冷却温度℃ | 185 | 182 | |
作为参考,其他的热可塑性树脂的温度传导率和冷却点详见表6.2
然而,计算公式20稍有麻烦,但如若利用图6.1则很方便。超过3mm以上的厚成型品从表面到一定距离处用θ℃表示,时间设定为冷却时间,在此情况下,要不引发变形就能顶出且又不妨碍实用来考虑。中心面冷却时间和一定距离x处的冷却时间之间的比如图6.2所示。
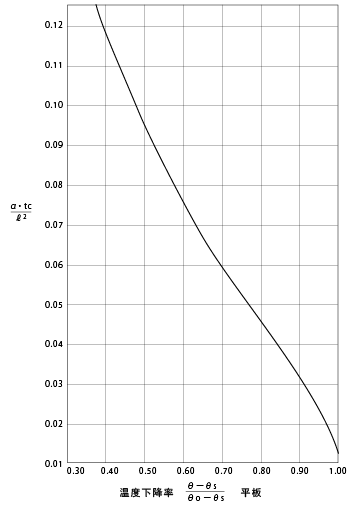
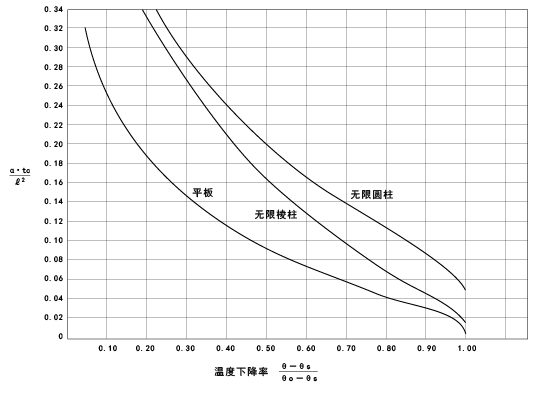
图6.1推算冷却温度
| 材料 | αmm2/sec | θ℃ |
|---|---|---|
| 苯乙烯树脂 | 0.077 | 87 |
| ABS树脂 | 0.075 | 98 |
| AS树脂 | 0.075 | 98 |
| 丙烯酸酯树脂 | 0.065 | 90 |
| 氯乙烯 | 0.068 | 60 |
| 高密度聚乙烯 | 0.102 | 76 |
| 聚碳酸酯 | 0.098 | 148 |
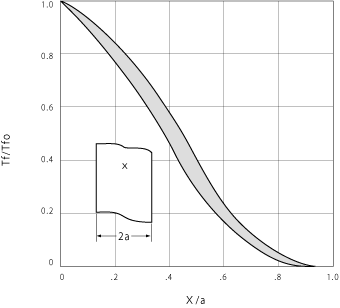
图6.2平板的凝固
问题案例1
3盎司的螺杆式注塑成型机器上厚度3mm,60φmm的圆板单个成型时,请推算它的成型周期。材料为CM1017,成型条件为聚合物温度250℃,模具温度为65℃。
问题案例2
材料CM3001-N上使用与上述相同的成型机,请推算同样成型品成型时的周期。成型条件为聚合物温度为280℃,模具温度为70℃。
问题案例3
请推算厚度6mm,60mmφ的圆板的冷却时间。其中,因是3mm以上的厚度,离表面1.5mm的点将成为β时的时长作为冷却时间。请算出此时中心部位的温度。材料为CM1017,成型条件为聚合物温度250℃,模具温度为70℃。
因此,此时刻的中心部温度为237℃,且中心部温度到185℃时需要33.6秒。