- HOME
- 技术信息
- AMILAN™ 尼龙树脂
- 射出成型
- 成型领域和成型条件
成型领域和成型条件
当确定产品图面时,尼龙成型是否可行,或是怎样的成型条件下适于成型,让我们来详细介绍它。
聚合物的流动性
聚合物的流动性受阴模形状(成型品厚度,形状复杂性,流动抵抗等)、材料等级、成型机的性能(最大注塑压力,注塑率,合模力等)、成型条件(聚合物温度,注塑压力等)、浇口横截面积等影响。
图7.1是丝带状(5mm宽,深1~3mm)的螺旋流动试验结果。请考虑上述因素后并参照。
流动比和除去成型品厚度从浇口到聚合物填充流动最大到达距离值。注塑压力表示了净活塞压力。其中,流动比是成型品越薄越小。
而且,此流动比适用于普通成型品,考虑到上诉因素,修正系数在0.55~0.75之间最为恰当。
问题案例1
推算200mmφ的圆板成型的可能的最低厚度,材料为CM1017,浇口为中央位置直接浇口。
<解>
从图7.1中可得1/t=162、(CM1017、注塑压力70MPa、聚合物温度245℃)、修正系数0.7, 故162×0.7=11又因为是中心浇口1=200/2=100mm,所以得到100/113≒0.9mm,即最低厚度为 0.9mm。
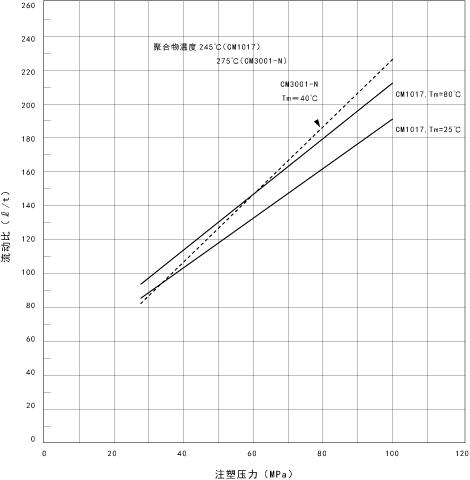
图7.1. 尼龙的流动比
熔融粘度
经常有比较聚合物的流动性,使用熔融粘度数据的情况。利用高分子流量测试仪,在各温度一定负荷下,经流特定的喷嘴注出熔融聚合物,由其注出量可得出熔融粘度。
μ=πR4P/8LQ……… 21式
其中
μ:熔融粘度(Pa・S)
R:喷嘴半径(5×10-5)(m)
P:压力(2)(MPa)
L:喷嘴长度(1×10-4)(m)
Q:注出速度(m3/s)
图7.2中显示了各等级尼龙的熔融粘度。从此图中可以参照各等级之间的成型条件的设定。一般情况下,注塑成型在100~300Pa・S最为恰当,且可以认定尼龙与其他的热可塑性树脂相比熔融粘度更为优异。

图7.2 东丽各种类尼龙的熔融粘度的温度所引发的变化