- HOME
- 技术信息
- TORELINA™ PPS树脂
- Various Properties
- 机械性能
- 熔接性
熔接性
Ⅰ. 什么是熔接?
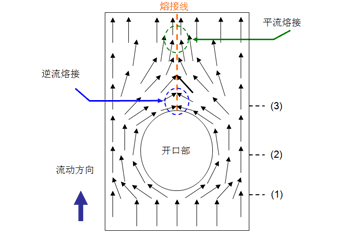 图 5.76 熔接原理的简要图
图 5.76 熔接原理的简要图
对于注塑成型品,如果存在多浇口系统、金属嵌件、加强筋和开口部等,熔融树脂在模具内产生流动汇合,合流部分被称之为“熔接”,大部分情况下该部位较脆弱。靠近熔接部位的V型槽叫“熔接线”, 是由于熔接部位密着不良形成的。熔接线会造成外观不良,也有可能因为应力集中(缺口造成的应力集中)影响强度和韧性低下等。 图5.76简单显示了注塑成型品的开口部位熔接线形成的原理。熔融树脂在位置(1)处分流成两股,然后环绕着开口部流动(位置(2)),在位置(3)处两股分支汇合。在这种情况下,熔融树脂在开口部附近的合流处形成逆流熔接,而在离开口部稍远处形成平流熔接,如图5.76所示。针对这两种熔接方式,从物性来看,有必要特别注意逆流熔接。在靠近逆流熔接线的位置,强化材的取向是各不相同的,如箭头所示。物性会降低(如5.6部分“各向异性”所描述的那样)。另外很可能发生应力集中现象,造成物性下降,甚至比垂直方向上的物性还要差。因此,熔接部位的物性受诸多因素影响,例如密着不良、各向异性和应力集中等。所以在产品设计阶段,要充分注意熔接部位。
Ⅱ. 熔接试验
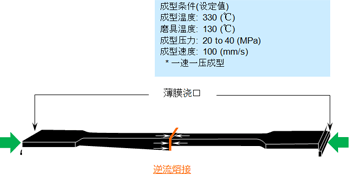 图 5.77 熔接试验测试片 (ISO 20753 A1类型)
图 5.77 熔接试验测试片 (ISO 20753 A1类型)
熔接强度的试验是参照ISO标准(ISO 20753),熔融树脂均匀的从对称的两端进行填充,成型成哑铃试验片(A1类型),在哑铃片得中间形成逆流熔接,如图5.77所示。模具(包括排气槽)、材料的组成成分和成型条件都会影响熔接强度。详情请参考“成型条件相关性”。
表5.8 TORELINA™的熔接性 (23℃)
| Item | Units | Glass fiber reinforced | Glass + filler reinforced | Elastomer improvement | ||||
|---|---|---|---|---|---|---|---|---|
| A504X90 | A604 | A310MX04 | A610MX03 | A673M | A575W20 | A495MA1 | ||
| Non-weld strength | MPa | 190 | 195 | 130 | 140 | 150 | 150 | 150 |
| Weld strength | 65 | 73 | 46 | 55 | 70 | 45 | 52 | |
- * 试验方法:参照ISO 527-1和-2标准。
Ⅲ. 对机械性能的影响
表 5.9 A504X90的熔接性(23℃)
| Grade name | Tensile strength (MPa) |
Tensile elongation (%) |
Young's modulus (GPa) |
|
|---|---|---|---|---|
| A504X90 | Non-weld | 190 | 1.6 | 16.0 |
| Weld | 65 | 0.6 | 12.5 | |
| Retention rate(%) | 34 | 38 | 78 | |
熔接处的拉伸强度和拉伸伸长率是非熔接处的一半甚至更低弹性模量也相对低下(表5.9和图5.78)。特别是拉伸强度降低相比各向异性更大,这是熔接部位中强化材料的各向异性,加上应力集中的影响所致。但是针对非强化PPS规格(例如A900),因为不存在强化材引起的各向异性,所以拉伸强度(屈服强度)不会下降,但是如果形成了熔接线,拉伸伸长率还是有可能因为应力集中而出现下降的现象(图5.79)。
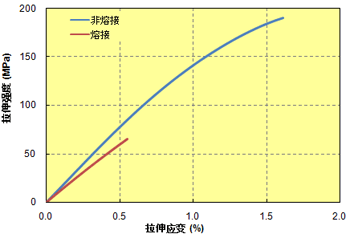 图5.78 熔接试验片的S-S 曲线(A504X90)
图5.78 熔接试验片的S-S 曲线(A504X90)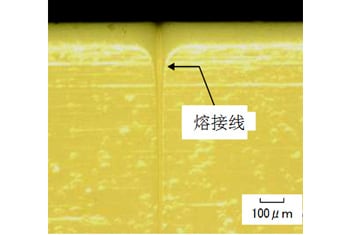 图 5.79 熔接线(A670T05)
图 5.79 熔接线(A670T05)
Ⅳ. 温度关联
图5.80至5.82显示了“TORELINA™”7个典型代表规格的熔接强度随温度的变化趋势,表5.10列举了各规格的熔接强度保持率。线型PPS(如:A604和A610MX03)的熔接强度比交联型PPS(如A504X90)要高。另外,对于强化材含有率较低的规格如A673MB,其熔接强度相对较好。
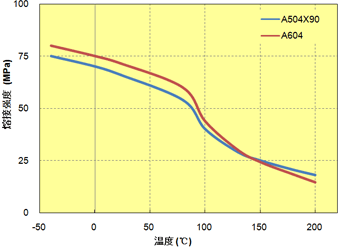 图5.80 熔接强度与温度的关系(GF强化PPS)
图5.80 熔接强度与温度的关系(GF强化PPS)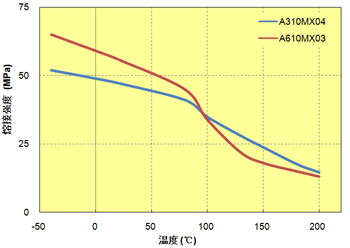 图5.81 熔接强度与温度的关系(高填充PPS)
图5.81 熔接强度与温度的关系(高填充PPS)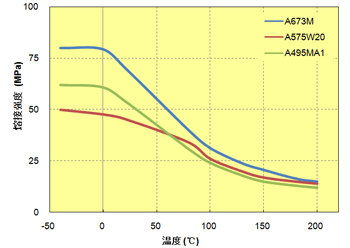 图5.82 熔接强度与温度的关系(弹性体改性PPS)
图5.82 熔接强度与温度的关系(弹性体改性PPS)
| Grade name | Strength retention rate (%) |
|---|---|
| A504X90 | 34 |
| A604 | 38 |
| A310MX04 | 35 |
| A610MX03 | 39 |
| A575W20 | 29 |
| A673M | 46 |
| A495MA1 | 34 |