- HOME
- 技术信息
- TORELINA™ PPS树脂
- Various Properties
- 热学性能
- 熔融粘度性能
熔融粘度性能
热可塑性树脂在温度低于熔点时是固体状态,一旦被加热超过了熔点,树脂开始熔融然后呈现出流动性。液体可用粘度来表示粘性。同样,也有几种方法来表示热可塑性树脂在熔融时的粘度(流动性)。典型的代表方法包括熔体质量流动速率(MFR)和熔体体积流动速率(MVR),使用测量仪器(例如:毛细管流变仪)的方法,和使用实际注塑成型机来评价棒流动长的方法等。
熔融粘度一般与PPS的分子量有很大的关系。但是针对强化系规格和弹性体改性的规格,熔融粘度与分子量没有必然的关联性,因为它主要受强化材含量和其他因素的影响。
Ⅰ. 熔体质量流动速率(MFR)
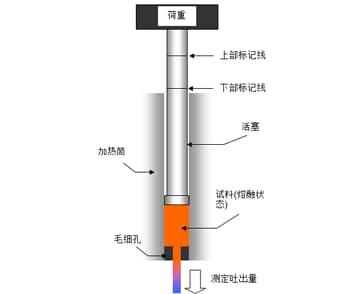 图 6.9 熔体质量流动速率
图 6.9 熔体质量流动速率
MFR是流动指数,是将试样放入一个加热的加热筒中,施加一个恒定的压力,将熔融试样从小孔中挤压出来(从一条标记线到另一条标记线),流出的树脂吐出量换算成十分钟内的重量(单位:g/10min),如图6.9。在相同的压力与炮筒温度的条件下,MFR值越大,流动性越好。
但是,由于PPS通常是一种随剪切速率 (或时间) 而变化的非牛顿流体,因此,当表观剪切速率随着成型条件和成型品形状的不同而变化时 (如注塑) ,流动性可能与MFR不一致。在这种情况下,可以使用毛细管流变仪测量熔体粘度(下节将会讲到)。
Ⅱ. 毛细管流变仪
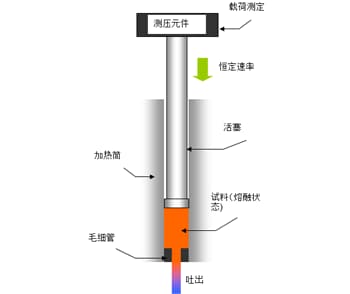 图 6.10 毛细管流变仪
图 6.10 毛细管流变仪
毛细管流变仪使用的试验方法是通过将加热筒内熔融的试样从毛细管中挤出来,这点与MFR类似。但不同之处在于毛细管流变仪测得的流动性是熔融粘度(单位:Pa・s),而不是单位时间内树脂的重量。如原理图6.10所示,毛细管流变仪通过使用测压元件,测得熔融树脂在活塞以一定速率的推动下,从毛细管中挤出所需的压力,然后再根据公式6.2~6.5计算得出熔融粘度。由于PPS是非牛顿流体,所测得的负荷(剪切应力)随着活塞速率(剪切速率)的变化而变化,所以剪切速率与熔融粘度的关系可以通过任意改变活塞的速率来测得。但是需要注意的是,通过计算而得出的剪切速率是毛细管壁的表观剪切速率(或表观剪切应力),而非真实的剪切速率(或剪切应力)。如果该剪切速率用于CAE分析的场合下,可使用Bagley校正或Rabinowitsch校正等,来提高分析精度。本技术资料所涉及的剪切速率和剪切应力都是未校正的,除非有特殊注明。
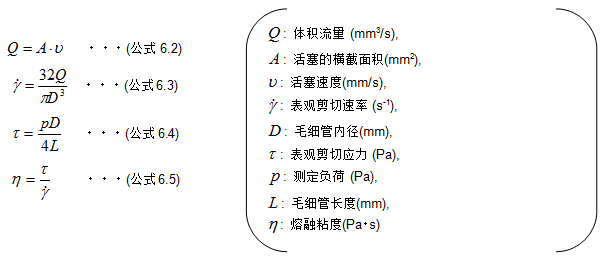
 图6.11 剪切速率关联 (320℃, L/D = 40/1)
图6.11 剪切速率关联 (320℃, L/D = 40/1)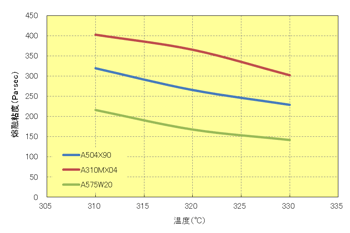 图 6.12 温度关联 (L/D = 40/1, 剪切速率608/s)
图 6.12 温度关联 (L/D = 40/1, 剪切速率608/s)
一般来说,剪切速率与熔融粘度的关系可通过双对数图表征在较宽的温度范围内的特性。由于PPS的熔融粘度与剪切速率存在一定的关系,特别是会随着剪切速率的增加,熔融粘度降低,所以PPS被归为假塑性流体。
图6.11显示的是TORELINA™的玻纤强化PPS的熔融粘度与剪切速率的关系。剪切速率的斜率与诸多因素相关,例如:聚合物的结构和添加剂的类型等。特别是PPS,斜率还与结构是线型PPS,还是交联型PPS有关。交联型PPS相比线型PPS,其斜率要大一些,主要是因为交联型PPS对剪切速率的敏感度要高些。
熔融粘度与温度也有一定的关系,会随着温度的升高而降低(图6.12)。注塑成型时,可通过提高射出速度,让熔融树脂能顺利的充模。这样做的原因是因为在高剪切速率的作用下(剪切速率相关性),粘度会降低。另外,由于产生了剪切热导致树脂温度上升(温度相关性),对粘度也会有影响。如果用熔融粘度来判断材料的流动性能,必须根据成型方法与成型品的形状选择合适的剪切速率范围。在注塑成型时,针对PPS流动性,对剪切速率给出一个粗略的指导范围:100~1000(/s)
图6.13~6.21显示了TORELINA™不同规格的熔融粘度与剪切速率的关系。一般来说,强化材的含量越高,流动性越差。但是TORELINA™ A575W20和A495MA1都具有良好的流动性。
[一般强化规格]
(1) A504X90 (标准) 和 A604
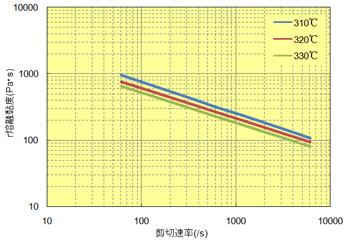 图 6.13 剪切速率关联 (A504X90)
图 6.13 剪切速率关联 (A504X90)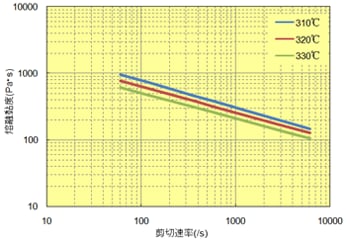 图 6.14 剪切速率关联(A604)
图 6.14 剪切速率关联(A604)
(2) A310MX04 (标准) 和 A610MX03
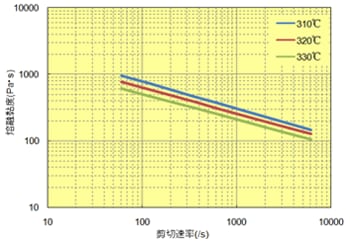 图 6.15 剪切速率关联(A310MX04)
图 6.15 剪切速率关联(A310MX04)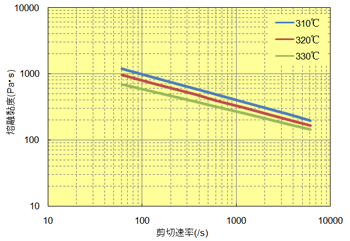 图 6.16 剪切速率关联(A610MX03)
图 6.16 剪切速率关联(A610MX03)
[弹性体改性规格]
(3) A575W20、A673M和A495MA1
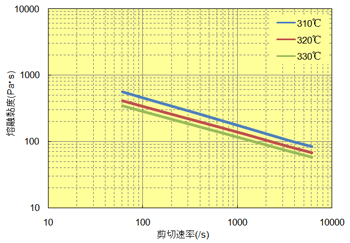 图 6.17 剪切速率关联(A575W20)
图 6.17 剪切速率关联(A575W20)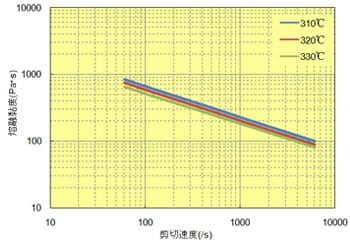 图 6.18 剪切速率关联(A673M)
图 6.18 剪切速率关联(A673M)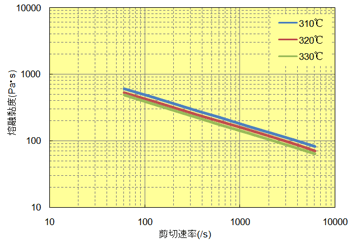 图 6.19 剪切速率关联(A495MA1)
图 6.19 剪切速率关联(A495MA1)
[非强化规格]
(3) A900 和 A670T05
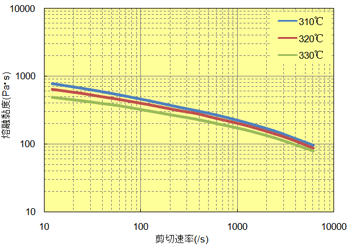 图 6.20 剪切速率关联(A900)
图 6.20 剪切速率关联(A900)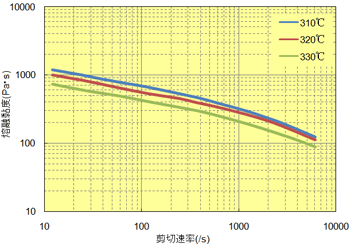 图 6.21 剪切速率关联(A670T05)
图 6.21 剪切速率关联(A670T05)
Ⅲ. 流动长
流动长是使用实际的注塑成型机和模具对流动性进行评价的一种方法。流动长与成型条件和模具形状相关。所以可通过设定固定的成型条件(包括:成型温度、模温、射出压力、射出速度以及试验片形状等),对流动性进行相对的判定。流动长是一个流动指数,它不仅要考虑到熔融粘度,还要考虑其他方面的因素,例如材料的固化性能等,所以这个指数非常有实用价值。
表6.5给出了1mm厚度的TORELINA™ 的螺旋流动长(螺旋类)。流动长与强化材含量以及弹性体改性有关,TORELINA™ 的“A575W20”具有良好的流动性。在注塑成型时,流动性高的材料能满足较宽的成型条件,而且能满足形状的多样化。
表 6.5 TORELINA™的螺旋流动长(1mmt)
| Item | Units | Glass fiber reinforced | Glass + filler reinforced | Elastomer improvement | Unreinforced | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| A504X90 | A604 | A310MX04 | A610MX03 | A673M | A575W20 | A495MA1 | A900 | A670T05 | ||
| Bar flow | mm | 135 | 120 | 105 | 90 | 150 | 200 | 140 | 200 | 150 |
- * 成型条件(设定):成型温度:320℃,模温:130℃,射出压力:98 MPa,射出速度: 100 mm/s