- HOME
- 技术信息
- TORELINA™ PPS树脂
- 注塑成型
- 注塑成型
- 成型机
成型机
注塑成型TORELINA™材料,推荐使用同轴往复式螺杆类注塑成型机(以下简称“同轴型”),但是如果要求较高的计量稳定性,可以使用螺杆预塑式注塑成型机(以下简称“预塑型”),预塑型比同轴型的停留时间更长,所以预塑型不适用于弹性体改性类品种。因为这种类型结构复杂,材料变更时(包括清机)都必须要特别注意。此外,下述注意点,对于两类型成型机来说是共通的。
- ① 射出速率
- ② 射胶量
- ③ 塑化能力
- ④ 锁模力
- ⑤ 模具尺寸
- ⑥ 部品更换容易度
- ⑦ 耐腐蚀性和耐磨性
Ⅰ. 射出速率
射出速率(单位:cm3/s)值代表的意思是单位时间内射出的熔融树脂量的体积。它可以通过炮筒的内径与螺杆或活塞的最大推进速率来测量。
在注塑成型过程中,如果实际的填充时间太长(小尺寸的成型品超过1秒或以上),强化材将会浮现到成型品的表面,导致成型品外观不良。因此,所使用的成型机的射出速率必须满足单次射胶时间不超过1秒。
Ⅱ. 射胶容量
成型机的炮筒尺寸最好能保证其最大射胶容量是单次射胶的成型品体积的1.5~3倍。如果成型机的射胶容量太低,可能会产生一些问题,例如:塑化时间增加、成型品中含有未熔化的树脂。反之,射胶容量太大,熔融树脂在炮筒内的滞留时间会增加,可能导致异常滞留,增粘和变色等问题。
Ⅲ. 塑化能力
成型机的塑化能力与螺杆转速密切相关,必须满足在一个适中的转速(约100rpm)下,保证TORELINA单次射胶所需的塑化时间要比成型品的冷却时间短。几乎TORELINA™所有规格的产品都加入了玻纤,所以要尽量避免通过增加螺杆转速来缩短塑化时间。否则,玻纤将会被破坏,影响成型品的强度。
Ⅳ. 锁模力
对于一般的成型品,成型机锁模力可以通过等于或大于单次射胶的投影面积乘50MPa所得出的值来计算。在锁模力较低的成型机中,如果材料的熔融粘度较高或成型温度较低时,模具可能会在射出压力下瞬间打开。那样的话,就会产生大量的披锋,而且会导致保压没有起到充分作用,结果可能影响成型品外观以及尺寸的精度。
Ⅴ. 模具尺寸
模具的最小厚度和最大尺寸等随成型机器的不同而不同,需要根据所使用的模具尺寸来选择成型机。
Ⅵ. 部品更换容易度
TORELINA™的结晶度很高,所以颗粒的硬度也很高。另外,TORELINA™的主要规格的产品都含有玻纤和矿物填充材,因此相比其他热塑性树脂,成型TORELINA™产品时,止逆环(位于螺杆前端)会更容易磨损(图3.1)。如果因为磨损而导致止逆环的功能失效,熔融树脂可能会从射嘴漏出来(流涎),那样会导致计量不稳定的问题。一旦发生了漏料,就必须要更换止逆环。止逆环更换的频度,取决于所使用螺杆的材质、TORELINA™的规格、螺杆所使用的时间等因素,没有固定的期限,但是定期地更换止逆环能会有效地削减不良率。更换止逆环时,要先将射嘴头拆卸下来,以便于螺杆能被顺利的拔出来。所以注塑成型机最好有能够简易化部品交换过程的结构。如果可能的话,推荐使用非同轴旋转类型的止逆环,减少磨损。
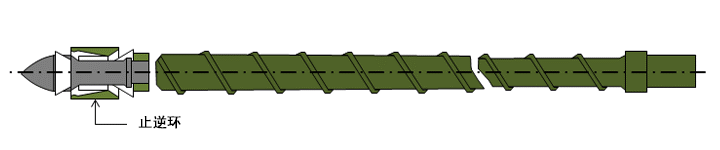
图 3.1 同轴往复式注塑机螺杆的结构
Ⅶ. 耐腐蚀性和耐磨性
由于PPS树脂会产生气体且其颗粒硬度高,有必要要求成型机的炮筒以及螺杆所使用的钢材都具有耐腐蚀性和耐磨性的特点。一般而言,请使用内衬为合金的炮筒和整套的合金螺杆。现在很多成型注塑机的厂商会特别提供专门用于PPS树脂成型的注塑机型号。详情请联络生产厂商。
Ⅷ. 其他
在成型TORELINA™材料时,要尽可能的避免使用长射嘴。射嘴的温度最好能独立控制。另外,TORELINA™的熔融粘度相对较低,所以出现流涎问题或者使用立式成型机时,使用封闭式射嘴能有效的控制。螺杆的最适压缩比在2.2~3.0之间,如果螺杆的压缩比太低,空气会被卷入到熔融的树脂里,将很难生产出高品质的成型品。反之,螺杆的压缩比太高,玻纤就有可能会被破坏,容易产生不良问题。