- HOME
- 技术信息
- TORELINA™ PPS树脂
- 注塑成型
- 注塑成型
- 预干燥
预干燥
TORELINA™的吸水率很低,但是为了保证能成型出高品质的成型品,在成型开始前需要进行预干燥。如果使用含水量较高的颗粒进行注塑成型,会产生银纹、尺寸精度下降、熔接位置的密着不良、增加模具表面污染等问题。
图3.2说明了干燥曲线的测试方法。图3.3和3.4表述了TORELINA™的干燥曲线。大部分被蒸发的水分来自于颗粒的表面,所以那些直接暴露于热风干燥机的部分,在120℃温度下持续1小时就能被彻底的干燥。如果一次干燥的量较大,那些不能直接暴露于热风干燥机的部分,导致干燥的进度不能统一。在这种情况下,建议使用130℃温度干燥3小时。如果在周末和节假日进行干燥时,应将温度设定在100℃~110℃之间。过度干燥将会引起塑化不良等问题。
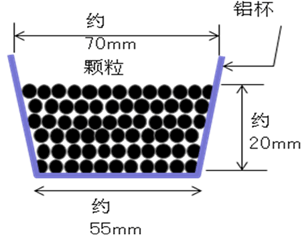
图3.2 干燥曲线测试方法
- (干燥曲线的测试方法)
将颗粒放入铝杯,料层约为20mm,然后置于热风干燥机内进行干燥。通过KF方法计算初始含水量,再通过重量的变化计算干燥过程中的含水量。
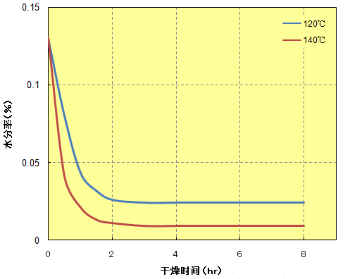 图 3.3 A504X90干燥曲线
图 3.3 A504X90干燥曲线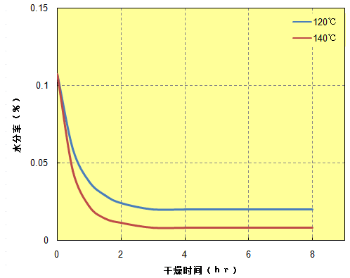 图 3.4 A310MX04干燥曲线
图 3.4 A310MX04干燥曲线
-
图3.5显示了TORELINA™的吸湿曲线。 尽管TORELINA™的吸水速率较低,但是为了保证成型的稳定性,可通过使用料斗干燥机等手段来避免吸湿。
(吸水曲线的测试方法)
将颗粒在140℃ 温度下干燥 8小时,得到一个干燥曲线后,再放置于23℃ x 65%RH的环境下,然后通过重量的变化来计算水分率。 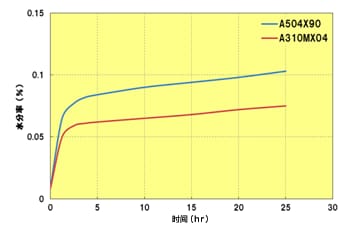 图 3.5 TORELINA™ 的吸水性(23℃ x 65%RH)
图 3.5 TORELINA™ 的吸水性(23℃ x 65%RH)