- HOME
- 技术信息
- TOYOLAC™ ABS树脂
- 温度依赖性
温度依赖性
成型收缩率
| 成型温度 | 测量位置 | TOYOLAC™ 250 |
TOYOLAC™ 500 |
TOYOLAC™ 700 |
TOYOLAC™ 100 |
TOYOLAC™ 300 |
|
|---|---|---|---|---|---|---|---|
| 230℃ | 直角方向 | 位置 A | 0.44% | 0.44% | 0.46% | 0.47% | 0.52% |
| 位置 B | 0.50% | 0.49% | 0.52% | 0.53% | 0.55% | ||
| 流动方向 | C | 0.47% | 0.47% | 0.49% | 0.50% | 0.57% | |
| 250℃ | 直角方向 | 位置 A | 0.47% | 0.47% | 0.49% | 0.50% | 0.56% |
| 位置 B | 0.54% | 0.53% | 0.55% | 0.47% | 0.59% | ||
| 流动方向 | C | 0.50% | 0.50% | 0.52% | 0.54% | 0.61% | |
成型后以23℃/50%RH、24小时放置后,进行尺寸测量
成型条件
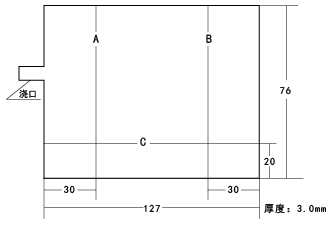
图2.试验片形状和测量位置(单位:mm)
- 成型温度:230℃
- 模具温度:60℃
- 注塑速度:中速(FCV度数B-O)(填充时间:2.0秒)
- 保压时间:13秒
- 冷却时间:30秒
- 背压:0.98Mpa
- 螺杆回转数数:53r/min
- 注塑压力:+0.98MPa作为向阴模内填充树脂的最小压力
- 试验片尺寸:127×76×3mm
螺线流动长度
成型条件
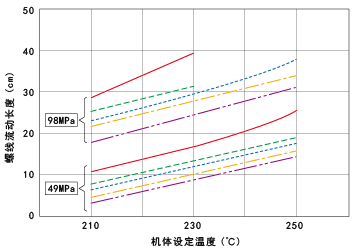
图3. TOYOLAC™的螺线流动长度同机体筒设定温度之间的关系。
- 成型阶段:东芝IS-50
- 模具:螺线流动10w×2mm
- 注塑速度:B-10(中速)
- 循环:15/20sec.
- 螺杆背压:0.98Mpa
- 螺杆回转速度:53r/min
- 模具温度:60℃
弯曲模量的温度依赖性
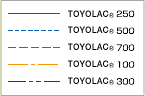
图4.TOYOLAC™的弯曲模量的温度依赖性
缺口冲击强度的温度依赖性
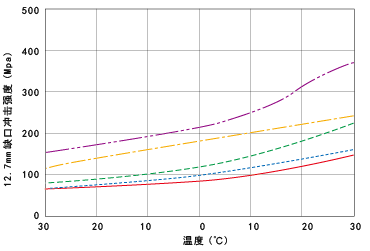
图5. TOYOLAC™ 的悬臂梁冲击强度的温度依赖性