- HOME
- 技术信息
- TOYOLAC™ ABS树脂
- 二次加工性
二次加工性
Ⅰ. 机械加工
TOYOLAC™可以方便的进行切断加工,车床加工,钻孔加工,锉刀加工等。但是ABS树脂相比金属,热传导性较小,因此需要最低程度地抑制热的产生。并且需要避免超过限度的来自切削机械等的接触压力。一般如果切削工具的刀尖角度够尖锐的话(深入率高,切割速度变快)便能进行碎屑掉落良好的机械加工。
Ⅱ. 焊接
关于TOYOLAC™的焊接(熔接),使用通常的超声波焊着和热喷射熔接便能很好的进行焊接。焊接部分的强度,大致在通常部位的80%左右。
Ⅲ. 粘结
需要根据TOYOLAC™粘结材料的不同来选择粘合剂。作为TOYOLAC™类的粘合剂有很多,其中作为可以进行快速粘着的种类,MEK,丙酮等溶剂是比较适合的。而且如果在这些溶剂中溶解10%~20%的TOYOLAC™,并将其作为粘合剂,效果更加明显。关于金属和TOYOLAC™的粘着,适合使用聚氨酯系粘合剂或者环氧系粘合剂。 而与Nylon树脂的粘着方面, 将10份的甲酸,10份的丙酮,1份的Nylon树脂,1份TOYOLAC™的混合溶液作为粘合剂使用的话可以得到良好的结果。
Ⅳ. 涂装
通过涂装,在得到外观效果(譬如多色,亚光加工等特殊表面状态等)的同时,可以改善树脂机能(譬如提高表面硬度,提高耐候性等)。
一方面因受ABS树脂的本身特点决定,在耐溶剂性,耐热性方面受到制约,因此和金属材质相比的话,可以使用的涂料种类会受到限制。 因为TOYOLAC™的负荷弯曲温度约为85~100℃,所以超过这一温度便不可能进行涂覆了。能够使用在TOYOLAC™上的涂料有硝基漆,丙烯酸清漆,低温烘烤型三聚氰胺醇酸树脂系,氯化乙烯系,双组份聚氨酯涂料等。
Ⅴ. 电镀等级
一般为了形成和电镀膜附着的基面层,而进行了蚀刻法处理,但TOYOLAC™即使处理时间短也同样可以得到良好的附着效果,而即使长时间处理也不易产生刻蚀过度的问题,表现出可以对应多种刻蚀条件的稳定性能。
TOYOLAC™是为了得到电镀用的出色附着效果而设计。表7中表示了TOYOLAC™125附着数据。TOYOLAC™125由于流动性,热稳定性出色,而拥有宽广的成型范围,可以得到适合少量残余应变电镀的成型品。电镀加工时,不少不良发生的原因是由于成型加工的不完备所造成的。由于银纹等问题的发生对于镀金来说是致命的缺陷,因此必须进行充分的材料的预干燥。关于成型条件的选择,请提高设定树脂温度,以及提高设定模具温度(50~60℃),减慢注塑速度,并尽可能地减少残余应力。
| 刻蚀型 | 料筒设定温度(℃) | 刻蚀时间(min) | 粘合强度(剥离强度・N/cm) |
|---|---|---|---|
| 高铬酸型 CrO3 430g/L H2SO4 220mL/L S.G. 1.49 温度 65℃ |
220 | 3 5 10 |
8.3 13.2 14.4 |
| 260 | 3 5 10 |
8.8 14.7 15.7 |
|
| 高硫酸型 H2SO4(98%) 740mL/L H3PO4(89%) 320mL/L K2Cr2O7 40g S.G. 1.58 温度 65℃ |
220 | 10 20 |
9.6 12.0 |
| 260 | 10 20 |
12.7 14.9 |
Ⅵ. 真空镀膜
使用TOYOLAC™可以进行良好的真空镀膜以及喷镀。真空镀膜请按如下步骤进行。
- 预备处理:去除成型表面的油脂或者脱模剂等。
- 底漆:为了强化与金属的粘着性,做好表面的平滑性而进行涂料的涂布。
- 真空镀膜:使用镀膜装置,将铝等金属在10-3mmHg以下的高真空环境中对成型品进行镀膜。
- 罩光漆:为了使镀膜的金属表面提高耐氧化性和耐摩擦性而涂布罩光漆。
Ⅶ. 真空成型
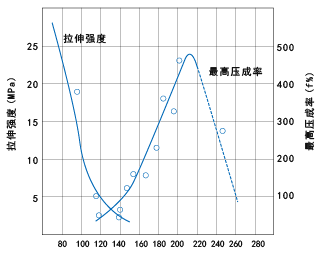
图7. TOYOLAC™600片的最高压成率和温度的关系
(片的厚度:1.5mm)
TOYOLAC™的片材即使是需要较大拉伸应力下成型复杂形状的成型品也可以进行真空成型。
- 片的温度依赖性
图7展示了表示真空成型性的最大拉伸率和温度的关系以及拉伸强度和温度的关系。(最大拉伸率使用成型背板测试仪进行测量。)
TOYOLAC™600片材显示出拥有非常高的最大拉伸率,而且在高温下才有拉伸强度减少的情况,意味着出色的真空成型性 - 真空成型条件
ABS树脂片材在真空成型时,需要根据真空成型机的类型,片材的厚度,成型品的形状选择最佳温度。使用TOYOLAC™600片材的情况下,可以在120~200℃的温度范围内进行成型。冷却时间会因模型材质,模型温度,片材厚度的不同而不同,片材温度冷却至70℃左右最佳。 - 模型设计
将TOYOLAC™600片材进行真空成型的情况下,模型的材质通常使用木制型,树脂型,金属型,石膏型。尽量避免锋利的边缘,可以的话,需要可以设置稍大的R。根据形状或者成型条件的不同会存在若干差异,收缩一般在0.5~0.7%,脱模倒角在阴模0.5~1°、阳模3~4°为宜。模型温度控制在70~80℃为宜。
| 项目 | 工程单位 | 换算系数 | SI单位 | |
|---|---|---|---|---|
| 换成SI单位 | 换成工程单位 | |||
| 拉伸强度 | kg/cm2 | 9.8/10-2 | 10.2 | MPa |
| 弯曲强度 | kg/cm2 | 9.8/10-2 | 10.2 | MPa |
| 弯曲拉伸率 | kg/cm2 | 9.8/10-2 | 10.2 | MPa |
| 悬臂梁冲击强度 | kg・cm/cm | 9.8 | 1.02×10-1 | J/m |