- HOME
- テクニカル情報
- ABS樹脂トヨラック™
- 成形条件
成形条件
トヨラック™はすぐれた流動性と熱安定性をもっており、通常の射出成形機を使用して容易に成形することができます。標準的な予備乾燥条件、および成形条件を下記します。
Ⅰ. 予備乾燥
ABS樹脂は良好な成形品を得るために、適切な条件下での予備乾燥を実施する必要があります。良好な成形品を得るためにはベレットの水分率を0.1%以下、望ましくは0.05%以下にする必要があります。そのため予備乾燥は、例えば箱型熱風乾燥機を利用した場合、80°Cで3~6時間、あるいは90°Cで2~3時間実施すると効果的です。図1にトヨラック™の乾燥曲線を示します。
耐熱グレードとトヨラックパレル™は汎用グレードより温度を高くして乾燥して下さい。
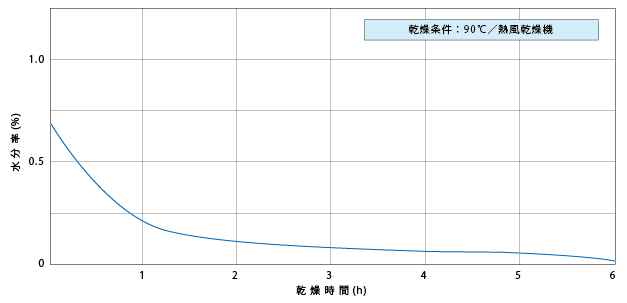
図1.トヨラック™の乾燥曲線
Ⅱ. 成形条件
成形条件は成形機、成形品の形状、大きさあるいは金型構造などを考慮して設定する必要があります。
Ⅲ. シリンダー温度
一般的に最も実用的な温度領域は、210~240°C (設定)です。
図3 にトヨラック™のスパイラルフロー長さとシリンダー設定温度の関係を示します。
Ⅳ. 金型温度
一般的に金型温度は、良好な表面状態が得られ、また残留応力が小さくなるように考えた場合、40~80°Cの範囲でできるだけ高い方が好ましいです。しかしあまり金型温度を高くすると、成形サイクルが長くなる傾向にありますので、それぞれの成形品に適応した温度設定が必要となります。
| 分類 | 予備乾燥温度/時間 | シリンダー設定温度 | 金型温度 |
|---|---|---|---|
| 汎用 | 80~90°C/3~5hrs | 220~240°C | 40~80°C |
| 耐摩耗・高摺動 | |||
| 高光沢 | |||
| 塗装・メッキ | |||
| 耐洗剤性 | |||
| 透明 | 80~90°C/3~5hrs | 210~230°C | 40~70°C |
| 耐傷性 | |||
| 耐熱 | 90~100°C/3~5hrs | 240~260°C | 40~80°C |
| 難燃 | 80~90°C/3~5hrs | 190~230°C (884:~210°C) |
40~80°C |
| 持続型制電 | 85~95°C/3~5hrs | 210~240°C | 30~80°C |
| 繊維強化 | 90~100°C/3~5hrs | 240~260°C (885VG20:~250°C) |
60~90°C |
| ABS//PCアロイ | 100~110°C/4~8hrs | 240~270°C | 50~80°C |
| ABS//PBTアロイ | 90~110°C/3~8hrs (VX10G20:~120°C) |
240~260°C | 60~80°C |
| ABS//PA6アロイ | 開封すぐに成形する場合乾燥不要です 開封保管された場合 80~90°C/3~8hrs除湿乾燥 |
240~260°C | 60~80°C |
Ⅴ. 射出圧力
成形品の変形や収縮などを小さくするためには、十分な射出圧力と保持時聞をとる必要があります。したがって成形品の外観を見ながら射出圧力条件を選ぶ必要があります。
Ⅵ. 金型設計
トヨラック™使用の際の金型は通常の樹脂成形用金型で問題ありません。ポリエチレン樹脂やポリプロピレン樹脂の場合に比べると、若干大きめのゲートやランナーを設ければ更に良好な成形品を得ることができます。そのほか金型については、特別の措置は必要としません。
トヨラック™は成形中に金型に固着する傾向は比較的小さいため、金型表面が平滑でない場合やアンダーカット構造の場合を除けば離型剤は特に必要ありません。成形収縮率は成形条件や成形品の形状によって左右されますが、トヨラック™は通常0.4%~0.6%の範囲にあります。なお、抜き角度は1/200~1/100の範囲であれば良好な成形品を得ることができます。
表2 にトヨラック™の成形収縮率についてのデータを示します。
あわせて読みたい
