- HOME
- Technical Information
- TORELINA™ PPS Resin
- Injection Molding
- Basic Information
- Basic Properties of TORELINA™
Basic Properties of TORELINA™
Ⅰ. Molecular Weight
For injection molding grades, the weight-average molecular weight (Mw) is between 20,000 and 60,000 (approximately).
Ⅱ. Crystallization Behavior
The melting point of PPS resin is about 278℃, and the glass transition temperature is about 93℃. A differential scanning calorimeter (DSC) curve during the temperature rise of a molded product for which crystallization has progressed sufficiently is shown in Fig. 2.1. The melting of the crystal phase peaks near 278℃, but when viewed microscopically, crystals may remain at temperatures up to almost 290℃. If TORELINA™ is cooled again and solidified while these crystals are still present, TORELINA™ may fail to exhibit its inherent mechanical properties sufficiently, such as its toughness. Thus, it is considered preferable that the molding temperature should be at least 300℃. This also applies to other crystalline polymers.
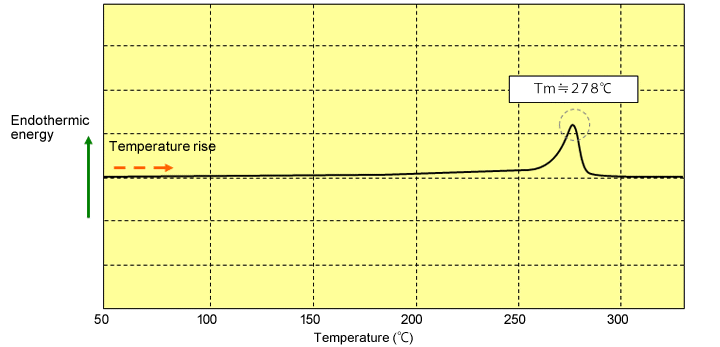
Fig. 2.1 DSC curve of A504X90 (temperature rise rate: 20℃/min)
For products molded with a low-temperature mold, which have a low crystallinity, on the other hand, a cold crystallization peak appears near 120℃ to 130℃. For details, refer to the technical document (properties). For molded products in which the PPS resin has crystallized sufficiently, the crystallinity reaches about 40% to 60%, depending on the grade and the measurement method. In the standard state, the density of the PPS resin is 1.43 g/cm3 for the crystal portion and 1.32 g/cm3 for the amorphous portion. Thus, a sufficiently crystallized molded product has a PPS resin density of about 1.38 g/cm3. The density of the base polymer in the molten state is 1.05 g/cm3.
Ⅲ. Other Thermal Properties
The relationship between the temperature and thermal diffusion is shown in Fig. 2.2. Thermal diffusion refers to the value expressed by the following formula, and represents how easily the material is cooled.
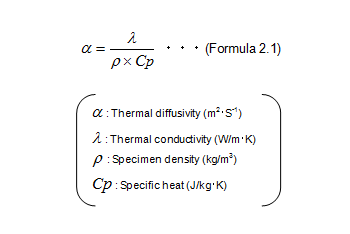
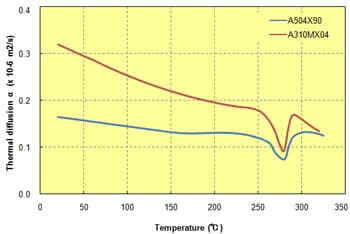 Fig. 2.2 Thermal
diffusion in relation to temperature
Fig. 2.2 Thermal
diffusion in relation to temperature
A310MX04 has a higher thermal diffusivity than A504X90, and solidifies faster during molding, which is advantageous to high cycles but is disadvantageous in terms of fluidity for thin-wall molded products. This difference in the thermal diffusivity derives from the type of reinforcement and the difference in content.
Ⅳ. Fluidity
1 Melt Viscosity
One dominating factor affecting the fluidity of a material is its melt viscosity. The melt viscosity is influenced by the temperature and the shear rate. Melt viscosity data for TORELINA™ is shown in Figs. 2.3 and 2.4. A temperature rise of 10℃ results in a reduction in the melt viscosity of TORELINA™ of about 15%. As the shear rate increases, the melt viscosity of TORELINA™ decreases. This behavior can also be observed in other thermoplastic resins.
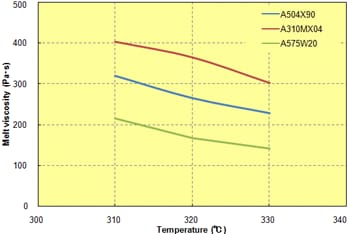 Fig. 2.3 Temperature
dependence (shear rate: 608/s)
Fig. 2.3 Temperature
dependence (shear rate: 608/s)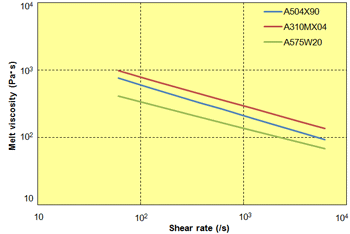 Fig. 2.4 Shear rate
dependence (temperature: 320℃)
Fig. 2.4 Shear rate
dependence (temperature: 320℃)
2 Fluidity During Molding
(1) Spiral bar flow
The spiral bar flows for TORELINA™ A504X90 and A310MX04 are shown in Figs. 2.5 and 2.6. It can be seen that TORELINA™ has a very high fluidity even though it is a material featuring high heat resistance. It is assumed that, for an actual molded product, the fluidity should be estimated to be about 70% of the spiral bar flow.
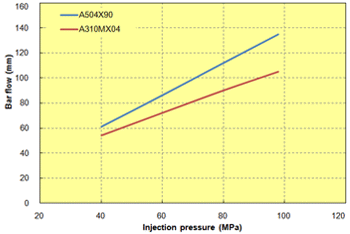 Fig. 2.5 Injection pressure
dependence (t1mm)
Fig. 2.5 Injection pressure
dependence (t1mm)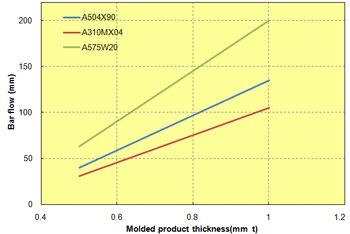 Fig. 2.6 Molded product
thickness dependence
Fig. 2.6 Molded product
thickness dependence
- ※Molding conditions (settings): Molding temperature: 320℃, mold temperature: 130℃, injection pressure: 98 MPa, injection speed: 100 mm/s
The results of comparing the spiral bar flows for various grades with a wall thickness of 1 mm are listed in Table. 2.1.
Table. 2.1 Fluidity of TORELINA™ (t1mm)
| Item | Units | Glass fiber reinforced | Glass + filler reinforced | Elastomer improvement | Unreinforced | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| A504X90 | A604 | A310MX04 | A610MX03 | A673M | A575W20 | A495MA2 | A900 | A670T05 | ||
| Bar flow | mm | 135 | 120 | 105 | 90 | 150 | 200 | 140 | 200 | 150 |
- ※Molding conditions (settings): Molding temperature: 320℃, mold temperature: 130℃, injection pressure: 98 MPa, injection speed: 100 mm/s
Ⅴ. Dimensional Properties
1 Mold Shrinkage
Mold shrinkage occurs because the specific volume of a material differs depending on whether
it is solid at room temperature or molten. The base polymer shrinks in volume when it changes from the
molten to the solid state. The reinforcement also shrinks in volume due to temperature decreases, albeit
only slightly. This volume shrinkage is one factor contributing to mold shrinkage.
Mold shrinkage is influenced by material factors, design factors, mold factors, and molding factors. This is
outlined below.
(1) Material factors
The reinforcement exhibits a smaller volume change due to temperature than PPS resin. Thus, the higher the reinforcement content, the smaller the mold shrinkage. Fiber reinforcements, such as GF, have large aspect ratios (large anisotropy) and, while difficult to shrink in the fiber axial direction, shrink greatly in the traverse direction to the fiber axial direction. In the same way as with other FRTPs, TORELINA™ tends to have a small mold shrinkage in the machine direction but a large mold shrinkage in the traverse direction to the flow direction.
Table 2.2 compares the mold shrinkage of various grades.
Table. 2.2 Mold shrinkage of TORELINA™
| Item | Units | Glass fiber reinforced | Glass + filler reinforced | Elastomer improvement | Unreinforced | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| A504X90 | A604 | A310MX04 | A610MX03 | A673M | A575W20 | A495MA2 | A900 | A670T05 | |||
| Mold shrinkage | Machine direction | % | 0.20 | 0.20 | 0.20 | 0.20 | 0.20 | 0.20 | 0.15 | 1.40 | 1.50 |
| Transverse direction | % | 0.80 | 0.80 | 0.60 | 0.60 | 0.85 | 0.55 | 0.75 | 1.90 | 1.90 | |
- ※ Molded product shape: 80 mm × 80 mm × 3 mm t, molding conditions (settings): molding temperature: 320℃, mold temperature: 130℃, injection pressure: lower limit molding pressure + 10 MPa, injection speed: 100 mm/s
(2) Design factors
The mold shrinkage varies with the wall thickness of the molded product. The relationship between the wall thickness and mold shrinkage is shown in Figs. 2.7 and 2.8. As with other resins, the mold shrinkage has a tendency to increase with the wall thickness. This is because the greater the wall thickness, the smaller the influence of the orientation strain during molding and the higher the crystallinity. In addition, the mold shrinkage varies depending on whether the molded product has a structure that resists the shrinkage of the resin. Ordinary molded products, which are not flat plates, always have a structure that resists the shrinkage of resin. For a box-shaped molded product, for example, the outside surface can shrink freely, but the inside surface is restricted by the mold and thus cannot shrink freely, so that the shrinkage is small. For a molded product with several ribs, bosses, and so on, the spaces between the ribs, between the bosses, and between the ribs and bosses are all factors that restrict shrinkage. In general, therefore, the mold shrinkage of ordinary molded products is smaller than that of flat plates.
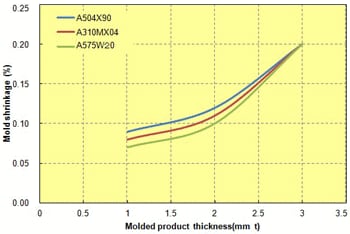 Fig. 2.7 Molded product thickness in relation to mold shrinkage (machine direction)
Fig. 2.7 Molded product thickness in relation to mold shrinkage (machine direction)
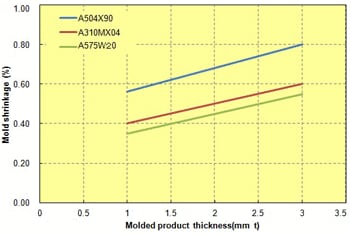 Fig. 2.8 Molded product thickness in relation to mold shrinkage (transverse
direction)
Fig. 2.8 Molded product thickness in relation to mold shrinkage (transverse
direction)
- ※Molded product shape: 80 mm square sheet, molding conditions (settings): molding temperature: 320℃, mold temperature 130℃, injection pressure: lower limit molding pressure + 10 MPa, injection speed: 100 mm/s
(3) Mold factors
The gate position, gate size, and the uniformity of the mold temperature distribution all have an influence. The mold shrinkage of TORELINA™ exhibits anisotropy in terms of the resin flow direction, so it is important to determine the flow direction in which the region in question is located, relative to the gate position. If the gate is too small, the solidification time for the molded product will be shorter than the gate seal time, so that the molded product will be incapable of holding pressure, and mold shrinkage will increase. Also, the mold shrinkage of TORELINA™ is greatly influenced by the mold temperature, so it is important to make the temperature distribution uniform. For those portions for which the dimensions are regarded as being important, in particular, it is necessary to pay careful attention to local temperature control. It is difficult to insert heaters and temperature control pipes into pins and nested portions. For such portions, temperature control may be insufficient, leading to local temperature differences. Such differences can cause decreases in the dimensional accuracy; pay careful attention to this at the mold design stage.
(4) Molding factors
The molding temperature, the injection pressure, and the mold temperature in relation to the mold shrinkage are shown in Figs. 2.9 to 2.14. The influence of the molding temperature or the injection pressure on mold shrinkage is relatively small, but that of the mold temperature is considerable, so requires careful attention. One reason for this is that the crystallinity of the molded product increases with the mold temperature. This is common to all crystalline polymers. For PPS resin, in particular, the crystallinity of the molded product changes considerably at mold temperatures near the glass transition temperature of 90℃, so that changes in the mold shrinkage increase at temperatures above 90℃. For details, see Fig. 3.14, below. The influence of the mold temperature is larger for thin-wall molded products and smaller for thick-wall molded products. This is true of other thermoplastic resins. In addition, as the cooling time during molding is shortened, mold shrinkage increases. This is also common to crystalline resins.
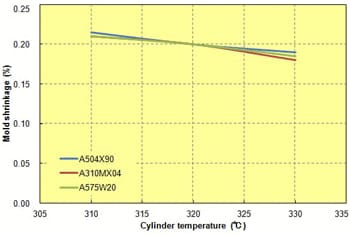 Fig. 2.9 Cylinder temperature in relation to mold shrinkage (machine direction)
Fig. 2.9 Cylinder temperature in relation to mold shrinkage (machine direction)
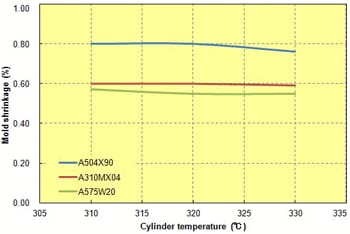 Fig. 2.10 Cylinder temperature in relation to mold shrinkage (transverse direction)
Fig. 2.10 Cylinder temperature in relation to mold shrinkage (transverse direction)
- ※Molded product shape: 80 mm × 80 mm × 3 mm t square sheet, molding conditions (settings): mold temperature: 130℃, injection pressure: lower limit molding pressure + 10 MPa, injection speed: 100 mm/s
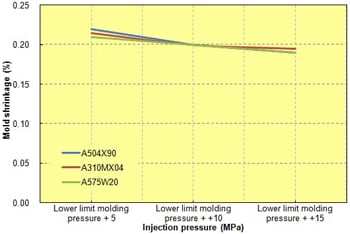 Fig. 2.11 Injection pressure in relation to mold shrinkage (machine direction)
Fig. 2.11 Injection pressure in relation to mold shrinkage (machine direction)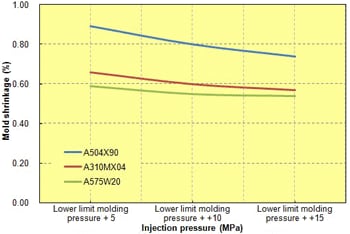 Fig. 2.12 Injection pressure in relation to mold shrinkage (transverse direction)
Fig. 2.12 Injection pressure in relation to mold shrinkage (transverse direction)
- ※Molded product shape: 80 mm × 80 mm × 3 mm t square sheet, molding conditions (settings): molding temperature: 320℃, mold temperature: 130℃, injection speed: 100 mm/s
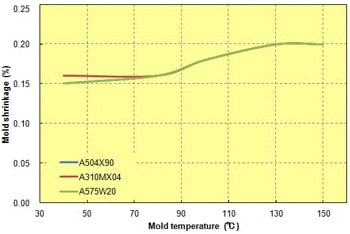 Fig. 2.13 Mold temperature in relation to mold shrinkage (machine direction)
Fig. 2.13 Mold temperature in relation to mold shrinkage (machine direction)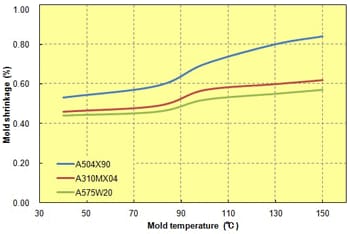 Fig. 2.14 Mold temperature in relation to mold shrinkage (transverse direction)
Fig. 2.14 Mold temperature in relation to mold shrinkage (transverse direction)
- ※Molded product shape: 80 mm × 80 mm × 3 mm t square sheet, molding conditions (settings): molding temperature: 320℃, mold temperature: 130℃, injection pressure: lower limit molding pressure + 10 MPa, injection speed: 100 mm/s
2 Heating Shrinkage
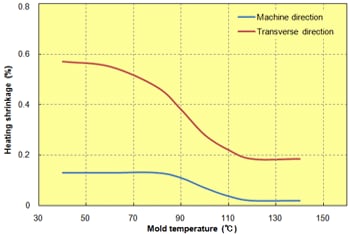 Fig. 2.15
Mold temperature in relation to mold shrinkage (A504X90)※Shape: 116 × 6
× 1.6 mm t, molding temperature: 320℃,
Fig. 2.15
Mold temperature in relation to mold shrinkage (A504X90)※Shape: 116 × 6
× 1.6 mm t, molding temperature: 320℃,
heat treatment temperature: 200℃ × 1
hr
If a TORELINA™ molded product is treated in a high-temperature atmosphere, its dimensions may decrease. This is called heating shrinkage. The main cause of heating shrinkage is that if a molded product is exposed to a high temperature that exceeds the mold temperature during molding (in general, 130℃), the relaxation of the orientation strain during molding progresses, as does subsequent crystallization. When using a product in an environment where the temperature is higher than the mold temperature during molding, pay careful attention to dimensional fluctuations. To ensure the dimensional stability of a product in a high-temperature environment, it is recommended that you ensure that the mold temperature during molding matches that of the usage environment conditions or that you subject the molded product to heat treatment (annealing) for two to three hours at a temperature that is 20℃ to 30℃ higher than that of the usage environment.
3 Linear Expansion Coefficient
The linear expansion coefficient of TORELINA™ is given in Table. 2.3. For details, refer to the technical document (properties).
Table. 2.3 Linear expansion coefficient of TORELINA™
| Item | Temperature range (℃) |
Units | Glass fiber reinforced | Glass + filler reinforced | Elastomer improvement | Unreinforced | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| A504X90 | A604 | A310MX04 | A610MX03 | A673M | A575W20 | A495MA2 | A900 | A670T05 | |||
| Machine direction (MD) |
-40 to 90 90 to 200 -40 to 200 |
×10-5/K | 2.1 2.8 2.4 |
2.0 2.8 2.4 |
1.5 2.1 1.8 |
1.6 2.2 1.9 |
2.1 2.2 2.2 |
1.8 2.0 1.9 |
1.9 2.2 2.1 |
4.6 10.9 7.7 |
5.1 11.0 8.0 |
| Transverse direction (TD) |
-40 to 90 90 to 200 -40 to 200 |
2.9 3.6 3.2 |
3.2 4.0 3.6 |
2.0 3.1 2.5 |
2.1 3.1 2.6 |
3.1 3.9 3.5 |
2.3 2.6 2.5 |
2.4 3.5 3.0 |
4.9 11.1 8.0 |
5.5 11.8 8.7 |
|
- ※Molded product shape: Cut out from the middle of an 80 mm × 80 mm × 3 mm t square sheet
4 Dimensional Changes Due to Water Absorption
TORELINA™ has a water absorption ratio that is almost as low as that of PE, but under
high-temperature and high-humidity conditions, it absorbs a very small amount of water, which causes it to
exhibit dimensional changes. (Table. 2.4)
If A504X90 is treated under the conditions of 60℃ × 95%RH for 250 hours, the water absorption
ratio is 0.13%, and the dimensional increase rates in the machine direction and in the transverse direction
are about 0.04 to 0.06%. If high-filler PPS resin A310MX04 is treated under the same conditions, it exhibits
a lower water absorption ratio and lower dimensional increase rate than A504X90 because it has a lower PPS
content. The water absorption ratio tends to increase with the treatment temperature, and differs depending
on the polymer structure and other factors. (For details, refer to Chemical properties in the technical
document.)
Table. 2.4 Moisture absorption of TORELINA™ in relation to the dimensional increase rate (60℃ × 95%RH)
| Material | Treatment time (hr) |
Water absorption ratio (%) |
Dimension increase rate(%) | |
|---|---|---|---|---|
| Machine direction | Transverse direction | |||
| A504X90 | 100 | 0.09 | 0.03 | 0.04 |
| 250 | 0.13 | 0.04 | 0.06 | |
| A310MX04 | 100 | 0.07 | 0.02 | 0.03 |
| 250 | 0.11 | 0.03 | 0.04 | |
5 Standard Dimensional Tolerance
The dimensional tolerance of TORELINA™ varies depending on the working accuracy of the mold, the performance of the injection molding machine being used, the grade being used, the shape of the molded product, and the molding conditions. Fig. 2.16 shows the mold accuracy for DIN Standard 16749 and the molded product accuracy for 16901. The dimensional accuracy usually demanded is often stricter than shown in Fig. 2.16. If, in particular, an accuracy half the dimensional accuracy shown in Fig. 2.16 or better is demanded, it is difficult to stabilize the quality unless fine production management that can accommodate fluctuating factors can be applied. In dimensional design, pay careful attention to the fact that thermoplastic resins are subject to more fluctuating factors than metal.
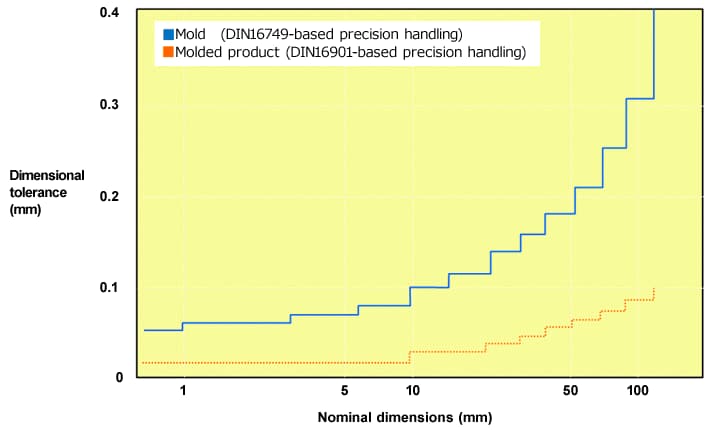
Fig. 2.16 Standard dimensional tolerance of TORELINA™