- HOME
- Technical Information
- TORELINA™ PPS Resin
- Injection Molding
- Injection Molding
- Molding Machine
Molding Machine
As the molding machine to be used for the injection molding of TORELINA™, the in-line screw type (referred to as an "in-line type" in the remainder of this document) is recommended. If, however, a high measurement stability is demanded, the screw preplasticating type (referred to as the "preplasticating type") may be used without issue. The preplasticating type has a longer residence time than the in-line type, so it is not suitable for elastomer improvement types. Because it has a complicated structure, greater care must be taken in the event of any material changes (purges). In addition, note the following points. These points are common to both types.
- ① Injection rate
- ② Shot volume
- ③ Plasticization capacity
- ④ Clamping force
- ⑤ Mold size
- ⑥ Ease of parts replacement
- ⑦ Corrosion resistance and abrasion resistance specifications
Ⅰ. Injection Rate
The injection rate (units: cm3/sec) is a representative value indicating the volume of molten resin injected per unit time. It can be determined from the product of the inside diameter of the cylinder and the maximum rate of advance of the screw or the plunger.
If the substantive mold filling time is too great during injection molding (1 sec or greater for a small-size molded product), the reinforcement will float to the surface of the molded product, preventing the attainment of a molded product with a good appearance. Thus, the molding machine being used must be capable of an injection rate at which it can mold a single shot of the desired product in no more than 1 sec.
Ⅱ. Shot Volume
It is preferable for the cylinder size of the molding machine to be such that the shot volume is about 1.5 to 3 times greater than the volume of the molded products for a single shot. If the shot volume of the molding machine is too low, problems are likely to occur, such as increases in plasticization time and the inclusion of non-molten resin in molded products. If the shot volume of the molding machine is too high, the residence time of the molten resin within the cylinder increases, leading to the increased likelihood of problems such as residence, viscosity increase, and discoloration.
Ⅲ. Plasticization Capacity
The plasticization capacity of the molding machine is closely associated with the screw rotation speed during plasticization. The plasticization capacity of a molding machine must be such that, at a medium screw rotation speed of about 100 rpm, the time required to plasticize a single shot of TORELINA™ is shorter than the cooling time of the molded product. Almost all grades of TORELINA™ are blended with glass fiber, so avoid shortening the plasticization time by increasing the screw rotation speed. Otherwise, the glass fiber will be damaged, adversely affecting the strength of the molded product.
Ⅳ. Clamping Force
For an ordinary molded product, select a molding machine with a clamping force equal to or greater than the projected area for a single shot, multiplied by 50 MPa. If the molding machine does not have a sufficiently large clamping force, the mold may yield to the injection pressure and open momentarily if a grade with a high melt viscosity is used, or if the molding temperature is low. Should this occur, a large amount of flash is generated. Because the holding pressure does not act on the molded product sufficiently, the result is molded products that are insufficient in terms of surface texture or dimensional accuracy.
Ⅴ. Mold Size
The minimum mold thickness, the maximum mold dimensions, and so on, differ from one molding machine to another. Select a molding machine according to the size of the mold being used.
Ⅵ. Ease of Parts Replacement
TORELINA™ has a high crystallinity, so the hardness of the pellets is high. In addition, the main grades have a high glass fiber and mineral filler content. Thus, the backflow preventing ring (Fig. 3.1) located at the screw tip may be more prone to wear than with other thermoplastic resins. If the backflow preventing ring no longer functions due to wear, resin leakage (drooling) will occur from the nozzle tip and it will be impossible to attain measurement stability. Should this occur, the ring must be replaced. A specific replacement frequency cannot be specified because this depends on the material of the screw being used, the TORELINA™ grade, and the number of times the screw is used, but periodic replacement is an effective means of reducing the defect rate. Replacing the screw requires that the nozzle tip be disassembled so that the screw can be pulled out. Thus, use an injection molding machine with a structure that facilitates this replacement, if possible. It is recommended that a non co-rotation type of backflow preventing ring be used to reduce wear.
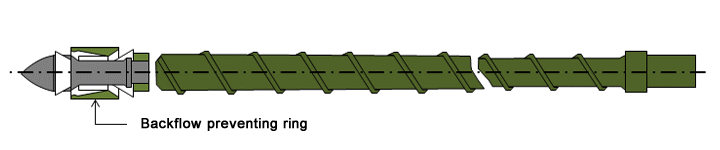
Fig. 3.1 Structure of a screw for in-line injection molding
Ⅶ. Corrosion Resistance and Abrasion Resistance Specifications
Because of the exhausted gas and the high pellet hardness, PPS resin requires that the steel of the cylinder and screw of the molding machine be both corrosion- and abrasion-resistant. Usually, use a cylinder lined with alloy and an integrated alloy screw. Many machine manufacturers are now offering products for PPS resin molding. For details, contact the manufacturers.
Ⅷ. Miscellaneous
Whenever possible, the use of a long nozzle should be avoided when molding TORELINA™. Preferably, the nozzle should be such that its temperature can be controlled independently. TORELINA™ has a relatively low melt viscosity, so if drooling presents problems or if a vertical molding machine is used, the use of a closed nozzle is effective. An appropriate screw compression ratio is about 2.2 to 3.0. If the screw compression ratio is too low, air will be trapped in the molten resin, making it difficult to produce good quality molded products. If the screw compression ratio is too high, the glass fiber may be damaged, possibly causing problems.